
Электроды для сварки инвертором разновидности и особенности применения
Дуговая электросварка производится с помощью трансформатора или инверторного аппарата. Второй вариант более популярен в быту, вследствие компактных размеров и малого веса. Любой из этих агрегатов работает с помощью электродов. Содержание
Из чего состоит сварочный электродОснову составляет металлический стержень. В зависимости от назначения, он может быть: Плавящимся. Изготавливается из стальной электродной проволоки или специального сплава. Поверх металлического стержня наносится специальная паста – обмазка (покрытие). В состав обмазки входят различные химические элементы и добавки, при помощи которых формируется правильная конфигурация сварочного шва. К тому же, благодаря покрытию, поддерживается стабильное горение сварочной дуги. Неплавящимся. Электроды такого типа не участвуют в формировании шва, а служат лишь источником для возникновения сварочной дуги. Изготавливаются из тугоплавких материалов. Наиболее распространенным является вольфрамовый стержень.  Сам неплавящийся электрод (исходя из названия) остается целым во время работ. Для формирования сварочного шва в зону расплава подается присадочный материал, в виде проволоки из того же металла, что и заготовка. Вольфрамовые стержни используются для сварки алюминия инвертором. Работы производятся в среде нейтральных газов, например – аргон. Оба рассмотренных варианта относятся к штучным электродам, то есть каждый из них является отдельным элементом определенной длины. Существуют еще электроды непрерывной подачи – так называемая сварочная проволока.  Она подается в зону контакта с заготовкой, механическим способом. Шов формируется за счет ее расплавления и стекания в ванну. Поскольку проволока является проводником – она обеспечивает работу сварочной дуги. Покрытие для такого электрода не предусмотрено, поэтому все элементы для создания правильного шва закладываются в сплав. Для насыщения зоны сварки необходимыми присадками и химическими элементами, создана порошковая проволока, представляющая собой тонкую трубку с необходимым составом в середине.  Такая проволока используется в сварочных аппаратах для инверторной сварки типа «полуавтомат». Электрод в виде проволоки (монолитной, или заполненной порошковой) находится внутри и подается в зону сварки автоматически, оператор лишь подает команду на включение.  Принцип работы инвертораДля получения большой величины сварочного тока требуется трансформатор огромного размера. Он неудобен в транспортировке и обслуживании. В отличие от сварочного трансформатора – инвертор работает, как импульсный блок питания высокой мощности. Преобразование переменного напряжения на входе в постоянный ток нужного значения на выходе происходит в несколько этапов:
При этом величина вторично выпрямленного тока достаточно высока для выполнения любых сварочных работ. Инверторная схема построена на мощных транзисторах, работающих на постоянном токе. Трансформатор, работающий на высокой частоте (60-80 Гц) занимает в разы меньше места, соответственно имеет меньшую массу в сравнении с обычным сварочником. За счет примененной схемы, при одинаковой силе рабочего тока, инверторы имеют размер и вес, позволяющие переносить прибор одним оператором, что особенно важно при работе на разных высотах. Многие сварщики старой школы, привыкшие работать на сварочных трансформаторах размером со стиральную машину, обвиняют инверторы в постоянном залипании сердечника. Эти заявления несправедливы. Профессионалы, умеющие работать на любом оборудовании, знают, почему прилипает электрод при сварке инвертором. Причина в сырой обмазке. После 5-10 попыток, покрытие от высокой температуры короткого замыкания просыхает, и дуга отлично зажигается.
ВАЖНО! Вне зависимости от типа сварочного аппарата, электроды должны быть сухими. Обмазка имеет пористую структуру, и хорошо впитывает в себя влагу. Если вы пользуетесь электродами из давно вскрытой пачки – их необходимо прокалить перед началом работ. Если вы знаете, как правильно варить – остается лишь подобрать электроды по обозначению на упаковке. Специальных расходников для таких сварочных аппаратов не существует. Сварочные электроды для инвертора ничем не отличаются от любых других. Поэтому при подборе расходников для сварки, надо руководствоваться лишь условиями их применения. Вам достаточно иметь информацию, какой ток вырабатывает инвертор, расположение шва и название металла, с которым будете работать. Как варить электродами с помощью инвертора, правильный подбор расходных материаловПри бытовом использовании сложная сварка не применяется. Как правило, в качестве заготовок простые материалы – стальная труба, профиль или уголок. Часто восстанавливается стальной лист кузова автомобиля. Иногда приходится варить нержавейку – например, при ремонте стиральной машины или пробитой кастрюли. Состав сердечника штучного электрода подбирается по типу металла, из которого выполнена заготовка. То есть из конструкционных сталей и сплавов на их основе. Для большинства домашних работ не нужно иметь ассортимент из десятков разновидностей электродов. Достаточно запомнить 3-4 марки, которые считаются универсальными и отлично подходят для новичков. Профессионалы рекомендуют начинающим сварщикам именно эти расходники, поскольку они обладают усредненными характеристиками и не требуют специальных условий для работы. К тому же предлагаемые марки без проблем совместимы со всеми типами инверторных аппаратов. Рутиловые электроды МР-3Спросите любого сварщика, с каких расходников он начинал обучение – и вы получите ответ: «МР-3». Эта марка идеальна для новичка. Розжиг происходит мгновенно, даже если вы немного ошиблись с установками параметров инвертора. Ванна защищена присадками из обмазки, для контроля ее положения не требуется особых усилий. Если не получается «поймать дугу» с первого раза – просто прокалите электроды при температуре 160°-190° 30-50 минут. Варить можно при любом положении сварочного шва, кроме вертикального сверху вниз. Несмотря на универсальность по току (варить можно как переменкой, так и постоянкой) – лучший шов получается именно на инверторах с постоянным током.
ВАЖНО! Рутиловые стержни подключаются в обратной полярности, то есть плюсовой контакт на электроде. Качество поверхности не имеет значения, коррозия или влажность на поверхности – не помеха. Если вы первый раз взяли в руки держак для электрода – в нем должен быть МР3. Основная обмазка УОНИ 13/55Самые распространенные расходные материалы сварщика. Производители рекомендуют их для работы на металлах с высоким содержанием углерода. Прочный шов хорошо противостоит ударным нагрузкам и имеет высокий коэффициент прочности на разрыв. В России эти электроды популярны еще и потому, что швы хорошо переносят низкие температуры. УОНИ 13/55 работают на постоянном токе с обратной полярностью, полная совместимость с инверторами. Отличные характеристики шва несколько омрачаются недостатками при использовании. Для розжига дуги напряжение холостого хода должно быть не менее 65-70 вольт. Электроды плохо варят по грязной и неподготовленной поверхности. Перед началом работ, место сварки необходимо тщательно зачистить. Рутиловые электроды АНО-21Популярная марка жестянщиков из автосервиса. Лучшего расходника для работы по тонким сталям с высоким содержанием углерода не найти. Дуга разжигается моментально, тонкий металл защищен от сквозного прогорания, а шов получается мелкочешуйчатым. Соответственно, не требуется тщательная обработка после сварки. Вторая по популярности область применения – сварка тонкостенных труб. Эту марку хорошо знают водопроводчики и газовщики.  Работают как на переменном, так и на постоянном токе, что подходит для инверторов. Перед употреблением необходима прокаливание при температуре 120°-130° в течение часа. Работа с нержавейкой — ОК 63.34Для сварки изделий из нержавеющей стали подходит марка ОК 63.34. Этот сорт металла можно варить и другими электродами, только качество шва будет отвратительным, и он будет ржаветь. Данные стержни формируют ровный шов с мелковолнистой поверхностью. Сопряжение с основной поверхностью плавное, шов не подвержен коррозии.  Требований к роду тока никаких, напряжение холостого хода для розжига дуги не менее 60 вольт. Наплавка металлаЭтот вид сварочных работ применяется при необходимости восстановить изношенную деталь или разбитое отверстие. Для наплавки требуются особые навыки, так что новичкам за эту работу браться не стоит. 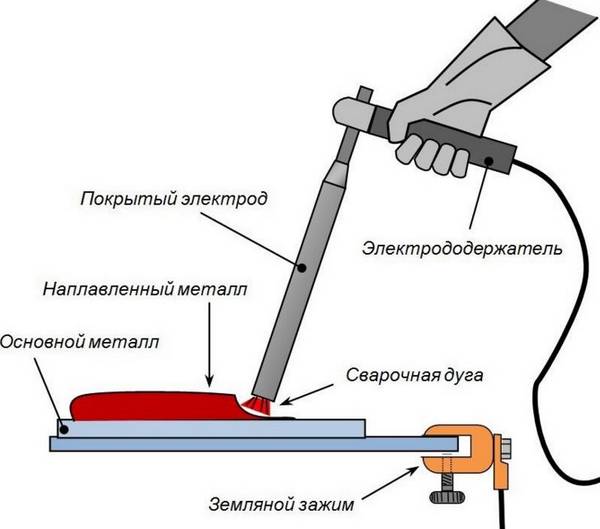 Чтобы восстановить объем металла, потребуются специальные электроды для наплавки стали. Это целая группа марок, в наименовании которых присутствует литера «Н». Например – ЦНИИН-4 или ОМГ-Н. Эти марки отличаются рядом параметров, таких как коэффициент наплавки или положение шва. Но все они обеспечивают качественное увеличение толщины заготовки без потери прочности металла.
ВАЖНО! Начинающий сварщик должен помнить главную истину: Не принципиально как варить алюминий или сталь, главное знать, ЧЕМ это делать. В заключении видео на тему как правильно варить инвертором и какими электродами для сварки пользоваться. Разбор ситуаций на примерах.
|
Загрузка. Пожалуйста, подождите...








