Сварка алюминия – процесс непростой. Этот металл относится к разряду трудно свариваемых. Специалистам с опытом работ по стальным заготовкам, перед соединением деталей из крылатого металла следует приобрести определенные навыки.
Содержание
1 Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
2 Подготовка поверхности к работе
3 Сварка алюминия электродом
4 Рецепт изготовления электродов для алюминия
5 Работа инвертором
6 Сварка алюминия — уроки начинающему сварщику
Профессиональная сварка алюминия.
Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
Алюминий текучий металл. В расплавленном состоянии его тяжело контролировать. Особенно непредсказуемым его поведение становится при перегреве. Расплав может запросто разрушить нижний слой твердого металла, и вытечь через трещину. По аналогии с чугуном, начинающим сварщикам рекомендуется использовать прокладки из тугоплавкой стали или керамики. При нагревании крылатый металл не меняет цвет, поэтому его трудно контролировать визуально;
Самая большая проблема – высокая окисляемость алюминия. На открытом воздухе, молекулы металла образуют вместе с кислородом плотную оксидную пленку на поверхности. Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода;
У алюминия очень высокий коэффициент линейного расширения. При сильном нагреве, зона сварки давит на окружающую массу. Поскольку металл хрупкий, и обладает малой упругостью, возможно появление трещин в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница между любительским и профессиональным швами. Слева – качественный шов. Справа – бракованный. Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С;
В алюминиевых сплавах содержится водород. При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины;
Теплопроводность алюминия почти такая же, как у меди. Термическая энергия от дуги поглощается материалом, и рассеивается в массе. Поэтому сварочный аппарат должен иметь запас по току;
При застывании расплавленного шва, в его теле образуются так называемые горячие трещины. Это особенность структуры металла – он как бы кристаллизуется, переходя в твердую фазу. Поэтому необходимо добавлять специальные присадки при сварке, особенно – если швы расположены слишком близко друг к другу;
Алюминиевые сплавы отличаются друг от друга свойствами материала. Это необходимо учитывать при подборе сварочного оборудования.
ВАЖНО! При сварке металл может загореться. Тушить его водой недопустимо. Необходимо иметь в зоне проведения работ углекислотный огнетушитель.
Подготовка поверхности к работе
Удаление окислов привычной зачисткой не поможет. Пленка моментально вновь образуется на воздухе. Последовательность действий следующая:
Производится предварительная очистка любым моющим средством и жесткой щеткой. Предпочтительно – бензин;
Промыть чистой холодной водой;
Поверхность обезжиривается органическими растворителями: ацетоном, уайт-спиритом, или строительными составами «РС-1», «РС-2»;
При небольшом размере детали можно погрузить ее на несколько минут в щелочную ванну, при температуре раствора свыше 60°С;
Затем поверхность зачищается (фактически шлифуется) металлической щеткой. Использование наждака или абразивного круга не допускается, поскольку частицы рабочего слоя останутся на металле;
Шлифованная поверхность немедленно промывается растворителем, который должен высохнуть самостоятельно. ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;
После подготовки незамедлительно приступают к сварочным работам.
Рецепт приготовления щелочного раствора для погружения алюминиевой заготовки: На литр воды (лучше дистиллированной) берем две столовые ложки кальцинированной соды, две ложки технического три-натрий фосфата и одну ложку жидкого стекла. Компоненты тщательно размешиваем и погружаем в раствор заготовку.
Сварка алюминия электродом
Стержни для сварки крылатого металла могут быть как плавящимися, так и неплавящимися. Первый вариант изготавливается из алюминиевой проволоки. Штучные электроды с покрытием отличаются составом присадок. Электроды для сварки алюминия
Марка «ОК». Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением;
Популярная серия «ОЗАНА-1» и «ОЗАНА-2». В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;
Марка «ОЗА» выполнена из проволоки СвА диаметром от 1 до 10 мм. Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;
«УАНА». Этими электродами варят массивные изделия, как правило – литье. Если заготовка склонна к температурной деформации – это ваш выбор;
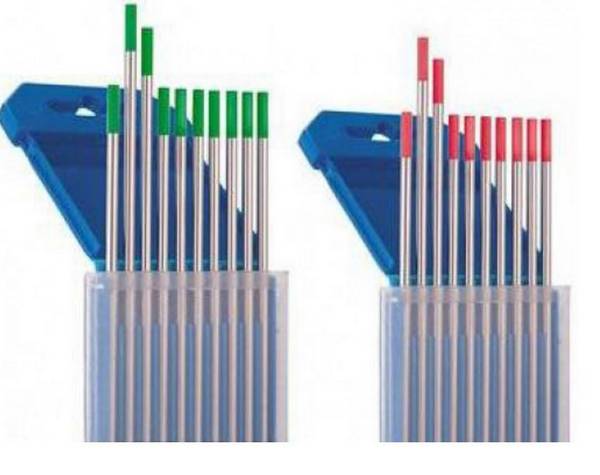
Серия «ЭВЧ», «ВЛ», а также импортные аналоги WL-20, WC-20. Вольфрамовые неплавящиеся стержни;
Вольфрамовые электроды для TIG сварки алюминия.
Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
Присадочный пруток. Применяется при сварке вольфрамовым неплавящимся электродом. Из него формируется сварной шов.
Сварка алюминия с помощью присадочного прутка
Рецепт изготовления электродов для алюминия
Самая популярная сварка в домашних условиях – ремонт треснувших алюминиевых деталей от двигателя. Для этой работы применяются дорогостоящие электроды серии «УАНА». Аналогичные расходники можно изготовить самостоятельно.
Нарезаем алюминиевую проволоку (диаметр 3-4 мм) на куски по 25 см. Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Работа инвертором
Все эти электроды используются с помощью обычного сварочного инвертора. При хорошей подготовке поверхности (см. инструкцию выше) работы можно производить на обычном воздухе. В качестве генератора инертного газа выступает покрытие электрода.
ВАЖНО! При использовании штучных электродов по алюминию, выделяются едкие испарения. Сварку необходимо производить в хорошо проветриваемом помещении.
Сварка алюминия на производстве.
Шов получается не идеальным, но достаточно надежным.
Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока. Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе. Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Для этого понадобится помощник. Двигают электрод от себя со скоростью не более 40 мм в секунду. По окончании сварки алюминия следует плавно убрать стержень от шва. Если сделать это резко – образуется кратер.
И все-таки лучше найти способ подачи в зону сварки аргоновой смеси. Приобрести баллон и заправлять его аргоном – не так дорого. Зато качество шва будет идеальным.
На этом видео подробно рассказывается про сварку алюминия в аргоновой среде инвертором ТР 220. А также как правильно настроить аппарат и на что обратить внимание при сварочных работах.