
Инверторная сварка по нержавейке - особенности работы с материалом
Сварка нержавеющей стали – процесс, требующий определенных навыков. Особенности материала могут поставить в тупик даже опытного сварщика, привыкшего работать с традиционными материалами. Содержание
Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала. Особенности нержавеющей стали, влияющие на процессы сваркиДля придания стали антикоррозийных свойств, материал легируется. В качестве добавочных присадок применяется проверенный материал, имеющий 100% устойчивость к ржавчине – хром. Массовая доля этого материала в сплаве может достигать 1/5 части. Кроме того, в состав качественной нержавейки добавляется никель, молибден и другие материалы, осложняющие образование классической сварочной дуги. Примеры сварки тонкой нержавейки простым инвертором ММА
Сварка нержавейки в домашних условиях с помощью инвертораПоскольку тонкие листы нержавейки представляют наибольшую сложность для сварки, разработаны особые технологии, учитывающие особенности материала. Оба способа работают в среде инертного газа, причем расход аргона при сварке нержавейки не выше, чем при сварке алюминия. Еще большее качество шва дает сварка полуавтоматом нержавейки в среде углекислого газа. Вы можете обойтись без различных ухищрений, единственное условие – скорость проведения работ. Подачу проволоки следует ускорить, а шов вести быстро и энергично. Принцип тот же – зона вокруг сварки не успевает нагреться и покоробиться. Вообще, полуавтомат предоставляет более широкие возможности при работе с таким сложным материалом. Потренировавшись на ненужных обрезках нержавейки, вы быстро приобретете необходимый опыт. Еще один хороший способ варить нержавейку это сварка полуавтоматом в среде углекислого газа, смотрите подробное виде Сварка нержавейки электродом в домашних условияхПолуавтомат – достаточно дорогое удовольствие для домашнего применения. Чаще всего дома применяют обычный недорогой инвертор. Делимся секретами или сварка нержавейки штатным инвертором — видео Технология позволяет варить с высоким качеством, используя специальные электроды. Однако инверторная сварка по нержавейке требует определенных условий: 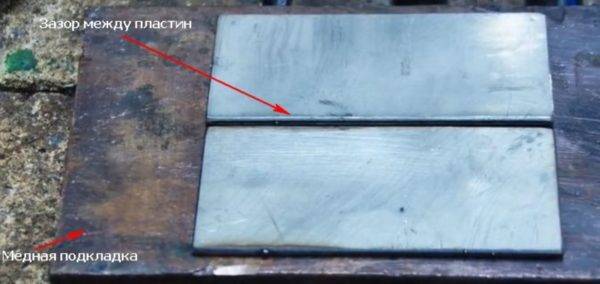 Если вы работаете с инвертором, обязательно потренируйтесь перед началом ответственных работ. Освойте толстые заготовки из нержавейки со средними токами сварки. Когда вы прочувствуете темп прохождения шва короткой дугой, постепенно переходите на более тонкие листы, уменьшая значение тока. Электродами 3 мм и малыми токами работать по нержавейке достаточно сложно. Не начинайте варить «в чистовую», пока не поймете, что освоили технологию. Шлифовка после сваркиЕсли вы изготавливаете утилитарное изделие (бак для воды, канистру, трубопровод) придание «товарного вида» после сварки необязательно. Достаточно удалить черные шлаки и провести элементарную шлифовку. Шлаки удаляются с помощью травильной пасты или кислоты. Чтобы кислота не стекала по поверхности, не нуждающейся в обработке – ее необходимо загустить. Например – деревянными опилками. Затем растворенный шлак обильно промывается проточной водой, а место сварки насухо вытирается. Шлифовка производится стандартными средствами – абразивными кругами. Никакой технологии нет, просто зачищаете поверхность до ровного слоя. Полировка нержавейки после сваркиДругое дело, если вы варите декоративную деталь, где требуется эстетичный внешний вид. Место сварки шлифуется несколькими кругами от крупнозернистого до «бархатного», для выведения шва. Сварка нержавейки инверторами различных типов — видео Вывод:
|
Загрузка. Пожалуйста, подождите...











