Сгибаем профильную трубу в домашних условиях без трубогиба несколькими способами
При строительстве малых архитектурных форм, изготовлении козырьков, навесов, или монтаже систем отопления (водоснабжения), домашние мастера сталкиваются с необходимостью согнуть профтрубу. Содержание
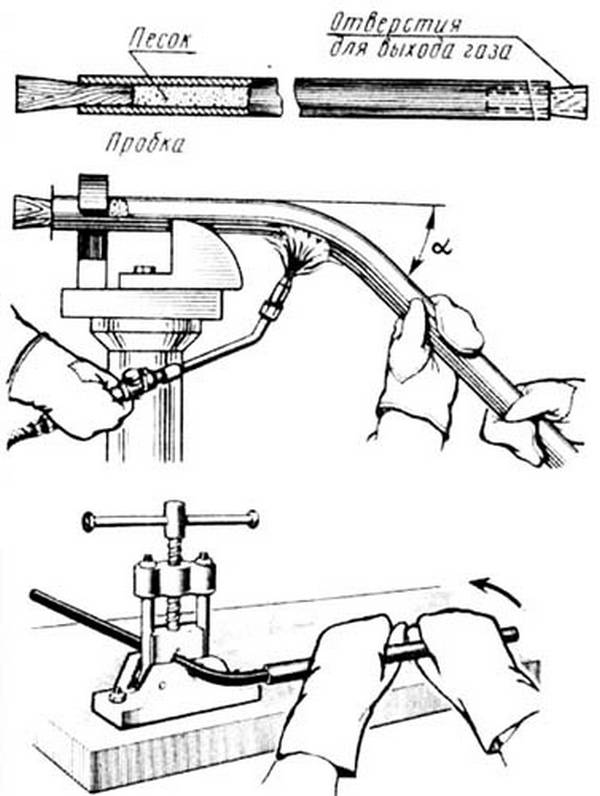
Такие приспособления позволяют быстро и без дефектов загнуть профтрубу размером от 20 до 40 мм. Однако покупка трубогибочного оборудования для разового применения нерентабельна, в ряде случаев дешевле обратиться в мастерскую и оплатить работу по формовке профиля. Если такой вариант вас не устраивает, рассмотрим способы, как согнуть профильную трубу в домашних условиях. Особенности формовки труб с квадратным (прямоугольным) сечениемВ отличие от круглой трубы, в которой натяжение материала происходит относительно равномерно, профиль имеет углы 90°. Внутренняя часть профиля не может гнуться без деформации боковых стенок. В результате формируются складки на внутреннем радиусе, и возможны разрывы снаружи. Не вдаваясь в технологию, как согнуть трубу без трубогиба, многие мастера «самоделкины» портят заготовки, либо нарушают прочностную структуру материала. Основное правило – не допускать критических изгибов, либо принудительно (запрограммировано) деформировать материал. В промышленных трубогибах, для равномерного распределения нагрузки, формируется выштамповка на внутренней стороне радиуса. Для этого на роликах, либо оправке (в зависимости от конструкции трубогиба), предусмотрен специальный прилив-бортик. Весь «лишний» металл загибается вовнутрь, не образуя складок. В результате нагрузка распределяется равномерно, и согнуть квадратную трубу можно на достаточно малом радиусе. Правильно гнем профилированные трубы без дополнительных затратСуществует множество способов, как согнуть профильную трубу в домашних условиях без использования промышленного трубогиба. Секторная сваркаЭтот способ доступен при наличии сварочного аппарата. Еще понадобится болгарка, но можно обойтись и ножовкой по металлу. Суть метода заключается в проделывании равномерно распределенных секторных разрезов по внутренней стороне. Количество материала уменьшается, и можно не переживать за образование складок и разрывов металла. После выпиливания секторов, профиль легко принимает заданную форму, а образовавшиеся распилы завариваются любым доступным способом. Способ трудоемкий, зато можно согнуть трубу на любой радиус, в том числе с переменным значением. Если вы опытный сварщик, герметичность и прочностные характеристики заготовки не ухудшаются. Единственный недостаток – готовое изделие выглядит не слишком эстетично. Для декоративного козырька над крыльцом методика не подходит, но согнуть профильную трубу для теплицы, построенной своими руками можно. Опять же, требуется наличие сварочного аппарата. Горячая формовка как способ согнуть трубу без трубогибаВ этом случае потребуется газовая горелка или паяльная лампа. При нагреве металл становится мягким и податливым на растяжение или сжатие. Вероятность образования складок и разрывов практически сводится к нулю. Как работает метод: Если радиус изгиба небольшой, дополнительных приспособлений и материалов не понадобится, разве что направляющий шаблон. Такой способ подойдет для заготовок небольшой длины. Для габаритных изделий, особенно с тонкими стенками, потребуются подготовительные операции:
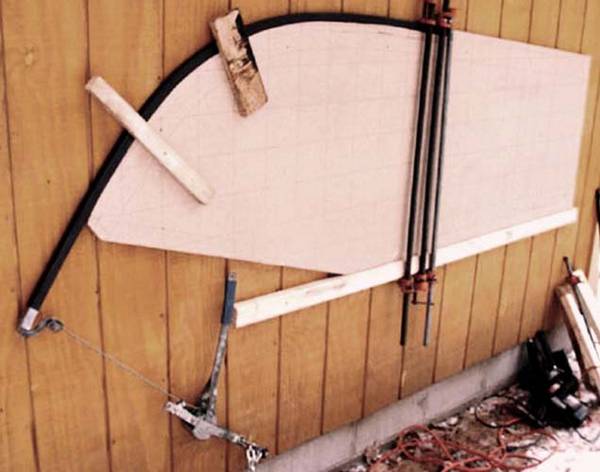
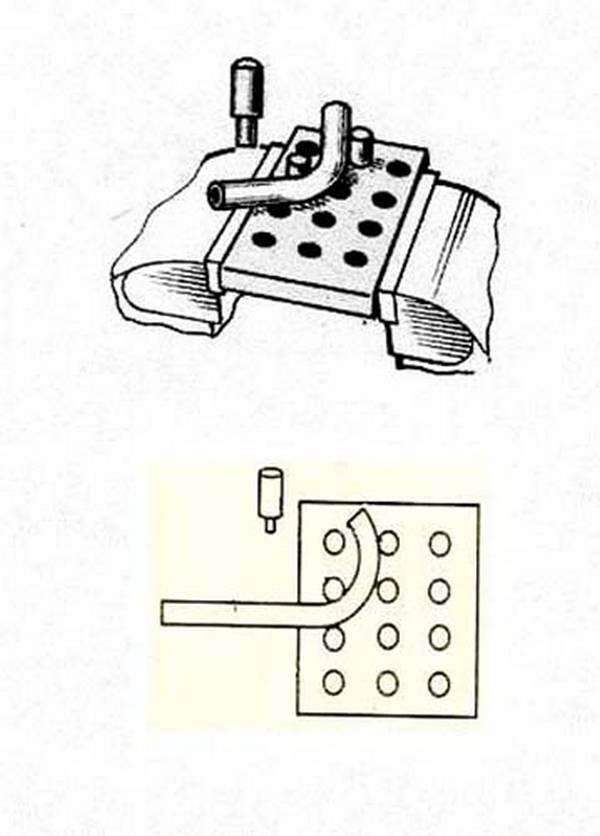
Затем обработанное место можно облить водой для закаливания. Если нагрузка не заготовку небольшая – можно этого не делать. По окончании формовки, пробки извлекаются с помощью мощного шурупа, либо просто выжигаются газовой горелкой. Производная от этого способа – изготовление заготовок, которые затем привариваются к длинным пролетам. Этот способ хорош, когда профильная труба слишком габаритная, и заносить свободные концы не позволяет пространство рабочего места. Да и песка для таких заготовок потребуется немало, не говоря о весе заполненной конструкции. Труба нарезается на куски нужной длины, они сгибаются по одному шаблону, затем конструкция собирается с помощью сварки. Важно! Общее правило работ с нагревом: сварной шов профильной трубы (при его наличии) должен оставаться сбоку. В противном случае, при нагреве и приложенном усилии, шов может разойтись. Несмотря на кажущуюся сложность, это самый популярный способ согнуть профильную трубу своими руками. Сварочный аппарат (и опытный сварщик) не требуется, паяльная лампа или газовая горелка есть у многих мастеров, песок и вовсе не дефицитный материал. Сгибаем профтрубу «на холодную»Такой способ подходит лишь для профиля небольшого размера, и при работе с большими радиусами. Преимущество – не требуются дополнительные материалы и оборудование. Чтобы согнуть профильную трубу без трубогиба холодным способом, потребуется изготовить шаблон. Он делается своими руками буквально из подножных материалов. Главное условие – достаточная прочность шаблона, усилие при работе нешуточное. Если вам необходимо согнуть целую серию одинаковых заготовок, лучше приспособить для этого домкрат либо ручную лебедку. В зависимости от размещения рабочей зоны, шаблон можно расположить не горизонтально, а вертикально, например, на стене сарая. Так проще контролировать процесс и закреплять механические приспособления. Если на изготовленном шаблоне имеется надежный фиксатор заготовки, работы можно проводить «в одни руки», без помощника. Кстати, подобные приспособления применяются не только домашними мастерами. Сменные шаблоны, изготовленные из металла, распространены в мастерских, занятых серийным производством металлических заготовок, так что оборудование можно отнести к разряду полупрофессиональных. Если у вас нет свободного материала для изготовления полномасштабной формы, можно изготовить шаблон с помощью точечных фиксаторов точек изгиба. Подойдут мощные болты, саморезы, или крюки. Опоры располагаются по начерченному радиусу изгиба на минимально возможном расстоянии друг от друга. Разумеется, точки крепления должны быть прочными, им придется выдерживать немалую нагрузку. Преимущество способа: используя одну макетную плоскость (как правило, это многослойная фанера толщиной не менее 12 мм), можно изгибать различные формы заготовки. Достаточно лишь переставить опоры. При наличии сварочного аппарата, шаблон изготавливается из стального листа (4-6 мм). Такое приспособление пригодится для массового выпуска однотипных деталей. Шаблон более трудоемкий в плане изготовления, зато его прочность и качество выполнения работ позволяет гнуть профтрубу не хуже, чем на промышленных трубогибах. Кондуктор для изгиба профтрубыЕсли вам приходится гнуть заготовки с разным радиусом, нет смысла всякий раз изготавливать шаблоны для одноразового использования. Можно взять прочную и толстую поверхность (сталь от 10 мм, или текстолит), и насверлить в ней отверстия с одинаковым шагом. Устанавливая в отверстия втулки (или болты), вы сможете оперативно сконфигурировать шаблон для любого радиуса. Неоспоримое преимущество – универсальность. Недостаток конструкции – качество изгиба значительно хуже, в сравнение с полноформатными шаблонами. Кроме того, изготовление такой конструкции потребует больших усилий и затрат. Самый простой способ: использование рычага с насадкойКачество обработки оставляет желать лучшего, зато оперативность и универсальность на высоте. Итог: Последний вариант мы рассмотрели в статье. Это не исчерпывающий список, вы можете самостоятельно разработать станок для сгибания профтрубы под определенные задачи. Видео — как согнуть для навеса профильную трубу без трубогиба
|
Загрузка. Пожалуйста, подождите...