
Трубогиб для профиля: виды, особенности создания своими руками, чертежи
Содержание
Профильная труба – это металлическое изделие, обладающее в своем сечении специальным контуром. Потребность в сгибе труб из профиля возникает часто, особенно при ведении хозяйства. Это может быть изготовление деталей для возведения парника из металлического каркаса либо выделка обрабатываемых предметов трубопроводов сложной формы. На практике применяют механизмы и устройства промышленного выпуска, что достаточно накладно для потребителя. Гораздо практичнее создать ручной профилегибочный станок собственными силами. Для производства станка не потребуется никаких редких деталей, а собрать его конструкционную форму можно в любом свободном помещении. Приспособление собственной работы сделает возможным создать трубу с необходимой кривизной, что позволит избежать недочетов и изъянов на ее плоскости. Принцип работы трубогибаОсобенность действия профилегиба элементарна: труба из профиля устанавливается между 3 основными валами. Главный вал формирует давление, пригибающее металлический элемент под требуемым углом. Для трубогиба в единственной локальной области потребуется применение точечного агрегата. В случае если требуется создать дуговой контур, то используется прокатный профилегибочный станок, соединяющий сгиб металлической заготовки с протяжкой. Функция устройстваЧтобы понять предназначение трубогиба следует взглянуть лишь на его название. Становится понятно, что назначение профилегиба – это сгиб металлических контурных труб, чтобы создать определенный диапазон скругления требуемого участка либо всей протяженности изделия. Воспользовавшись профилегибочным оборудованием, можно реализовать ряд технологичных процессов с металлопрокатом разного типа:
Имеется в наличии несколько марок агрегатов трубогиба. Одни допускают применять силу только на назначенном месте изделия. Другие модели трубогиба прокатывают заготовку между валами, тем самым создавая давление по всей протяженности. Стоит отметить, что прокатка болванки предоставляет возможность создать предмет любой формы без заблаговременного прогрева. Изгибы создаются под любым углом в диапазоне 1-360 градусов в свободных плоскостях.
Классификация профилегибовПрофилегибы разделяются на несколько категорий: Гидромеханические аппараты трубогиба. Профилегибы гидравлического типа являются техническими средствами, то есть обладают высокими показателями мощности и предопределены для постоянной установки. Эти аппараты применяют в основном в цикловом изготовлении деталей, когда необходимо создать огромную численность одинаковых изделий. Гидравлика трубогиба позволяет снять работу с оператора, что дает ему возможность контроля технологического процесса станка посредством нажима кнопок. Основные преимущества гидравлики:
К минусам механизмов этого типа причисляется ценовой аспект оборудования, стационарная установка и трудность, которая обусловлена использованием гидравлики. Гальванические (электрические) устройства трубогиба. Гибочные агрегаты, имеющие электродвигатели также считаются стационарным устройством, так как им необходимо подключение к источнику тока. Электромотор, как правило, соединяется с винтовой передачей, что снижает стоимость оснащения, но не позволяет использовать операцию гнутья трубопрофилей большого сечения. Такие аппараты попадаются в мелких предприятиях и персональных цехах. Важно отметить, что встречается модификация самодельных аппаратов трубогиба с электроприводом, работающих не хуже заводских моделей. 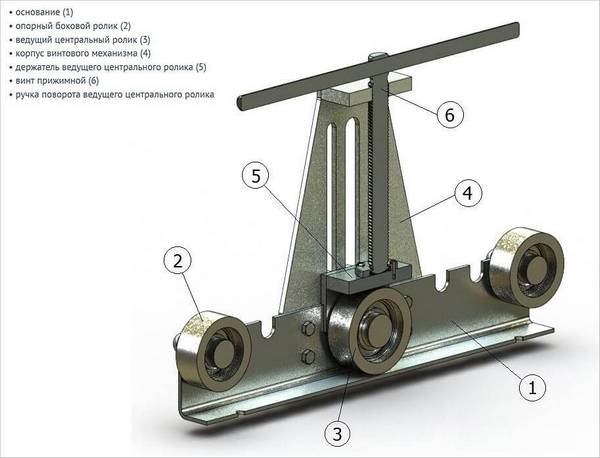 Основные положительные факторы электрического трубогиба:
К недочетам данных станков трубогиба относится отсутствие маневренности и неспособность изгиба контуров повышенного габарита. Самодельные аппараты. Ручные профилегибы, произведенные самостоятельно, отмечаются легкостью в использовании, компактными размерами и невысокой стоимостью. Вследствие простоты конструкции, эксплуатирование профилегибов «кустарного» типа не потребует особых навыков. Гиб своими руками с легкостью переносится к месту монтажа, а умеренная стоимость аналогичных устройств, предполагает их массовое применение. Несмотря на это, конструкционный фактор трубогиба имеет ряд изъянов:
Ценовой фактор и простота механизма профилегибов с ручным управлением делают их заманчивыми для производства в домашних условиях. Поэтому самодельный профилегиб массово распространился в помещениях умельцев. Стоит сказать, что ручное гибочное устройство может быть дополнено электроприводом.
Особенности конструкции и характер действия гибочных станковГлавным элементом профилегиба считаются валы, которые устанавливаются на несущей станине трубогиба. Пара валиков прокатного типа обеспечивает осевое передвижение, а вал подвижного типа осуществляет прижим на заготовку профилегиба. Усилие прижатия контролируется посредством винтовой пары, рычага или с помощью гидравлики. Все зависит от конструкции профилегибочного станка. Валики прокатного действия приводятся в рабочее состояние посредством электрического двигателя либо ручным способом. 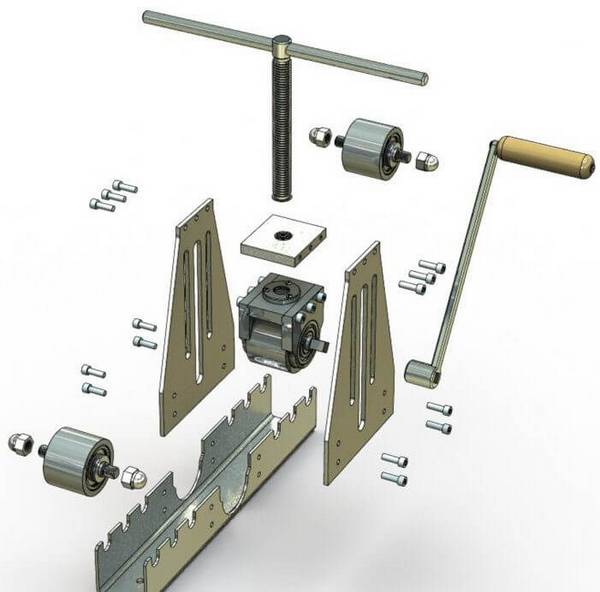 Различают и некоторые иные конструкции устройств:
Стоит отметить, что главным отличием профилегибочного оборудования от иных видов подобных устройств, является не изгиб вокруг неподвижного вала аппарата, а применение способа холодного проката при изменении формы детали. Благодаря этому можно видоизменять форму изделию любой протяженности и сечения. Похожая форма и послужит базой для воспроизводства самодельного станка своими руками. Требуемый материал и инструментарийДля производства ручного профилегиба потребуется:
В процессе сборки трубогиба не стоит забывать о личной безопасности. Это в первую очередь касается при работе с режущей и сварочной аппаратурой. 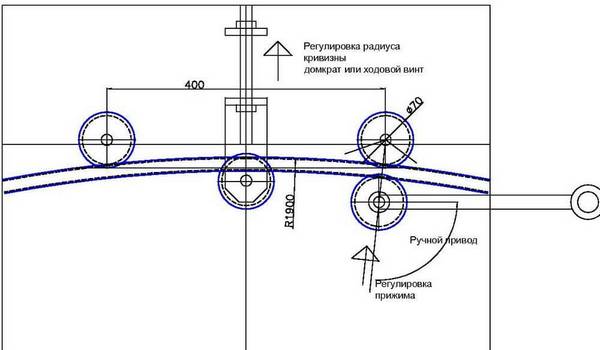 Варианты создания ручных профилегибочных станковЧтобы воспроизвести станок для гибки труб, совсем не нужно повторять имеющуюся конструкцию агрегата. Проще будет создать самодельный профилегиб по чертежам, фото, скаченным из сети или сделанных собственноручных схем. Не менее полезным действом будет просмотр видео процесса сборки и схема работы готового аппарата, все в том же интернете. Это сбережет время и средства, а также даст возможность соорудить трубогиб, который прекрасно впишется как по предназначению, так и по месту расположения. Основной принцип, которым необходимо руководствоваться при создании самодельных трубогибов для профильной трубы – простота устройства и долговечность. Вариант 1Профилегибочный агрегат для точечного сгиба можно соорудить из швеллера, четырех металлических уголков и пары гусеничных пальцев от трактора. Изгиб предмета осуществляет обычный гидравлический рычаг с надрывом не менее 5000 кг. На рабочее тело помещается металлический «башмак». Этот предмет принято заказывать у токаря, но можно сделать и самому из устаревшего шкива, масштаб «ручейка» должен соответствовать ширине трубы из профиля. Отхватив средину от шкива нужно просверлить в его плоскости посадочную точку для тела домкрата, так приобретают механизм гидравлического типа. Несущее основание самодельного прибора включает 4 уголка (полка 65-75 мм), сопряженных к металлической плите посредством сварки. Верхние грани уголков соединяют с двумя швеллерами также посредством сварки. В их оболочке равноудалено просверливают углубления для регулировки диапазона загиба изделия. 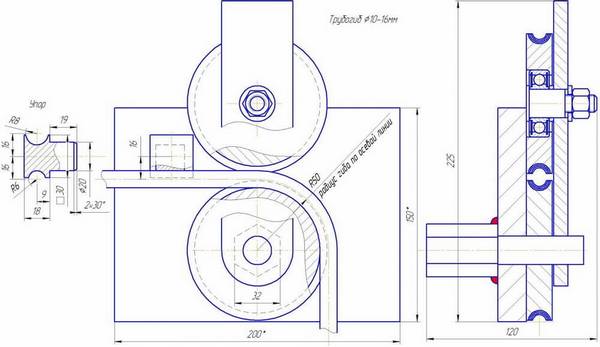 В эксплуатируемое состояние станок для гибки профильной трубы, созданный своими руками приводится несложно:
Вариант 2Прокаточный профилегиб ручного типа также можно создать в домашних условиях. Для изготовления профилегиба нужна двухметровая балка, из которой делается основа и штатив. Для производства вальцовых элементов берется шесть небольших отрезков металлической трубы. Обрезки будут играть роль подшипниковой обоймы. Поэтому поперечник комплекта должен быть одинаков с диаметром вкладыша. Поручив токарю несложную работу для изготовления трех валов для насадки гибочных вальцов, берутся за сварку основания профилегиба. В описываемом агрегате функцию направляющей, которая задает требуемый угол профильного сгиба, выступает крайняя опора справа. Она устанавливается на швеллер при помощи стандартных петель для двери. Домкрат, эксплуатируемым телом делает упор в разворотную платформу и немного ее приподнимает. 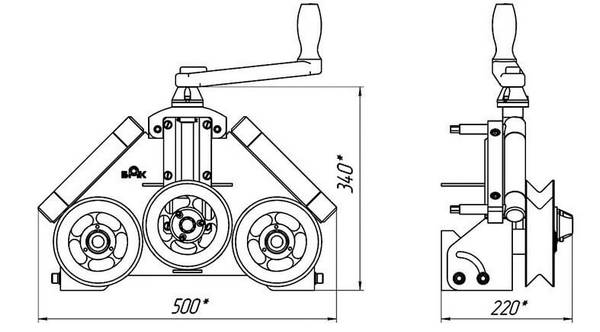 Движением рукояти, помещенной на вал переходного упора, участок профиля прокладывают через агрегат. Координировать диапазон профилегиба можно как откосом поворотной балки, так и концевыми вальцами. Чтобы это осуществить их не следует приваривать крепко к основанию, а делают немного подвижными. Если гидравлического инструмента (домкрат) для поднятия крайнего вальца не нашлось, то можно применять стандартную винтовую разновидность, предназначенного для автомобиля. Собственный ручной профилегиб – план изготовления, чертежиКак сделать листогибочный станок своими руками? Чтобы создать долговечный и работоспособный ручной трубогибочный станок рекомендуется применять чертежи оборудования. В качестве образца разберем простой чертеж профилегиба, с которым возможно спокойно создать гиб своими руками квадратного сечения в домашних условиях. Базовыми компонентами такого приспособления считаются три вала, два из которых становятся опорой, а третий играет роль рабочего ролика. Чтобы снизить прикладываемые усилия для гиба, рабочий элемент ручного трубогиба профильной трубы изменяет ее форму постепенно, до тех пор, пока не получится изделие с требуемыми размерами. Постепенное влияние на обрабатываемую трубу гарантируется тем, что рабочий вал трубогибочного станка имеет свободный шаг, который сдерживается особыми направляющими. 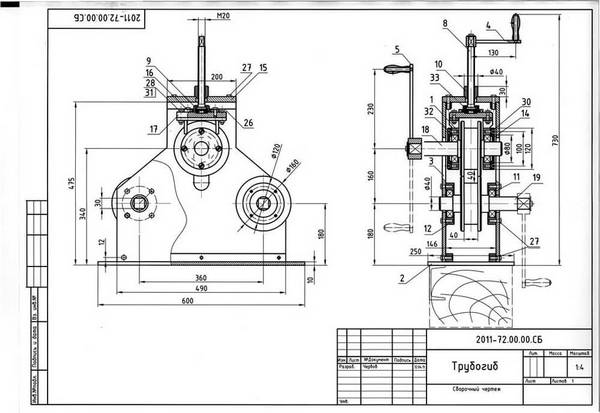 Конструкция самодельного профилегиба включает несколько элементов:
На толстом листе сваривают два уголка, которые будут играть роль направляющих трубогиба. С помощью винтов закрепляют вспомогательные ролики. Чтобы повысить прочность основы снизу, к нему приделывают два металлических уголка. Сверху на направляющие устанавливают дополнительную пластину с проемом, поперечник которой должен превосходить сечение винтового элемента, определенного для создания нагрузки на изгибаемую поверхность листогибов. В финале остается сделать лишь установку рабочего винта, у которого нижний участок хорошо сопряжен с рабочим валом. Произведенный профилегибочный станок по доморощенной технологии трубогиба, способен справляться с теми же функциями, что и заводская оснастка. Уровень скорости и качества изготовленных металлоконструкций зависит лишь от умения согнуть материал и трудолюбия человека.
|
Загрузка. Пожалуйста, подождите...








