
Дуговая сварка в защитных газах - что это, технология и особенности сварки в среде углекислого газа
Содержание
Что представляет собой полуавтоматическая сварка в среде углекислого газа? При ее выполнении в сварочную зону попадает углекислота. Под высокотемпературным воздействием она разлагается на 2 компонента – углеродную окись, кислород. Подобная реакция считается окислительной. Окись углерода обеспечивает отличную защиту сварной зоны от влияния воздуха. Из-за кислорода углерод выгорает вместе с легирующими элементами. В результате в шве появляются поры. Для того чтобы нейтрализовать углекислый газ, используют специальную сварную проволоку, которая содержит марганцевые и кремниевые компоненты. Они активнее железа, начинают окисляться раньше. При проведении сварки в защитном газе марганцевые и кремниевые элементы формируют соединение, которое легко плавится. После этого происходит их выведение на поверхность в шлаковой форме. Какие газы могут применятьсяСварка в защитных газах может осуществляться с использованием:
Давление и расход углекислого газаГОСТ на сварку полуавтоматом с углекислотой регулируется нормативным документом 26170-5185. Соответственно с ним, обычного баллона, который наполнен углекислотой, хватит для 15-20 часов непрерывного сваривания. Для повышения эффективности применяют влагоосушитель. Давление углекислоты возможно регулировать. Выбирать режим сварки необходимо, учитывая требуемое качество шва. Суть сварки полуавтоматом в среде углекислого газа заключается в том, что углекислота защищает свариваемое изделие от перегревания. Качество шва прямо зависимо от затрат углекислоты при сварке. Рабочий должен найти баланс между применением газа и затратами сварной проволоки. Чтобы определить, сколько газа расходовать при сварке полуавтоматом, специалисты применяют такой способ. Сначала устанавливается примерное давление, позволяющее получить ровный шов. После этого подача газа и напряжение уменьшаются до тех пор, пока не начнется пузырение и шипение шва. Осуществляя сварку с газом полуавтоматом, необходимо учитывать, что:
Рассчитать затраты углекислоты при полуавтоматическом сваривании возможно самостоятельно, если знать такие характеристики:
Кроме того, при подсчетах учитывают, насколько толста проволока и материал, который обрабатывается.  В баллон наливается примерно 25 килограмм углекислого газа. После химической реакции из одного килограмма образуется приблизительно 509 литров газа. Следовательно, одного обычного баллона хватит для беспрерывного сваривания на протяжении минимум 10 часов. В комплект оснащения для полуавтоматического сваривания включен: Комплект оснащения дает возможность работать в оптимальном режиме, формировать высококачественное сварочное соединение.
Плюсы и минусыСварка в защитных газах располагает такими ключевыми достоинствами:
Технология сварки в защитном газе обладает следующими минусами:
 МетодыПосле выбора оптимальной быстроты подачи и силы электротока, подготовки деталей необходимо настроить расход углекислоты. Через тридцать секунд нужно возбудить дугу, начать сваривание. Последовательность действий именно такая, так как газу нужно время, чтобы вытеснить воздух из шлангов и каналов горелки. Перед тем как приступить к сварке в защитных газах плавящимся электродом, рекомендуется потренироваться на бесполезном металлическом куске. Благодаря этому вы сможете добиться более высокого качества шва. Механизированная сварка в среде защитных газов может осуществляться одним из следующих методов:
 Механизированная сварка в среде углекислого газа проводится так:
Особенности сваривания в углекислом газеКакой газ нужен для сварки полуавтоматом? Обыкновенно для этого применяют углекислоту. Полуавтоматическая/автоматическая сварка в среде защитных газов осуществляется постоянным электрическим током обратной полярности. Если сваривать металл током прямой полярности, это негативно отразится на электродуге. Возникнет дефект образования шва, электрод будет тратиться на угар, разбрызгивание. Если осуществляется не сваривание, а наплавка, нужно применять ток прямой полярности. Обусловлено это тем, что он располагает наплавочным индексом, который приблизительно в полтора раза больше, чем у электрического тока обратной полярности. Сварку неплавящимся электродом в защитных газах возможно осуществлять и на переменном электрическом токе, правда, для этого потребуется осциллятор. Источниками постоянного электротока будут служить преобразователи. 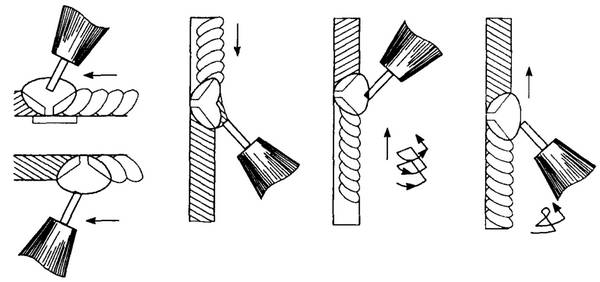 Схемы расположения и поперечные колебания электрода Сваривание посредством инверторного полуавтоматического устройства сходно с дуговым. Главным источником высокой температуры считается дуга, образующаяся промеж обрабатываемого изделия и неплавкого электродного элемента из вольфрама. Сваривание необходимо осуществлять беспрерывно. Так швы будут получаться гораздо длиннее. Для того чтоб заполнить участок соединения металлом, применяется специальная проволока. Она выбирается под тот вид материала, который обрабатывается. Проволока играет ту же роль, что и электродный элемент в дуговой сварке. Однако она не пропускает электроток. Ввиду того что ее толщина гораздо меньше, чем у обычных электродных элементов, проволока подается значительно быстрее. Подачу осуществляет особый механизированный агрегат, передающий проволоку из мотка в сварную ванну. Он может располагать несколькими скоростями, их количество зависит от конкретной модели. Этот агрегат, заключающий в себе горелку и электродный держатель, считается отличительной чертой подобного метода сваривания, значительно упрощает продолжительное сваривание. Грамотно настроенные режимы подачи позволяют не тратить время на поставку расходника. Скачать ГОСТГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
|
Загрузка. Пожалуйста, подождите...








