
Способы и технологии сварки алюминия в домашних условиях
Содержание
Процесс сваривания алюминия весьма трудоемкий. Это обуславливается характеристиками цветного металла. Разрабатываются специальные режимы, позволяющие надежно скреплять алюминиевые изделия и его смеси. Разберемся в вопросе, как варить алюминий. Область использованияАлюминий – немагнитный материал, поэтому его смеси обладают необычными характеристиками: легкой массой деталей, высокими показателями проводимости энергии любого типа, стойкостью к механическим воздействиям. Сплавы из алюминия применяют в сварочных устройствах разного предназначения, так как имеют массу полезных качеств: небольшую плотность, повышенную стойкость к коррозионным процессам и высокую удельную прочность. Цветной металл в чистом виде очень хрупок, поэтому его применяют лишь в отдельных секторах промышленности. Как известно, он широко используется в качестве полупроводников. Особенности варки алюминиевых деталейСваривать алюминий сложно, ввиду его характеристик. Основные особенности сварки алюминия:
Приведены главные особенности сварки алюминия, но их гораздо больше. Поэтому металл считают капризным элементом и заварить его проблемное дело. Методы сварки алюминиевых деталейДля осуществления процесса предусмотрены разные способы сварки алюминия, например, использование различных составов и приспособлений, особых элементов для ограждения сварочной области. Под особыми средствами, как правило, подразумеваются флюсы и неактивные газы. Флюс – порошкообразное вещество, разбавляется водой до получения состояния, напоминающего сметану, и намазывается на скрутки кистью либо методом погружения. Порошок способен избавить металл от окисного слоя и предотвратить залипание угольного электрода. Самыми популярными вариантами варки алюминия дома и в производственных условиях считаются:
Главным условием варки цветного элемента и его смесей считается потребность удаления слоя пленки с его металлической поверхности. Чтобы выполнить разрушение слоя, нужен переменный либо ток постоянного типа, но обратной полярности. Как итог, осуществляется катодное распыление, а оксидная оболочка разрушается. 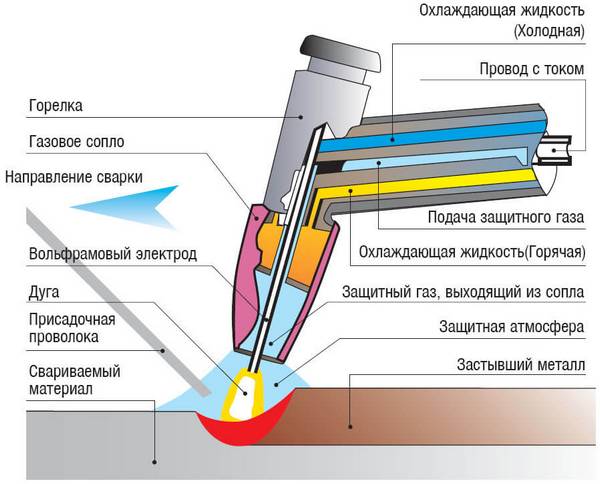 Процесс сваривания алюминиевых деталей в домашних условияхВозникают ситуации, когда появляется острая необходимость соединения трудно свариваемых металлов дома и поэтому возникает закономерный вопрос, как сварить алюминий в домашних условиях либо просто как варить вообще? Человеку приходится часто с ними сталкиваться, так как многие хозяйственные принадлежности выполнены из алюминия либо его смесей. Но возникает одна проблема, сложно создать нужные условия для того, чтобы сварка электродами по алюминию была аналогичной той, как на производственном объекте. Поэтому качество соединения может пострадать. Обычно дома осуществляется примитивное сваривание металла, то есть сварка алюминия в домашних условиях инвертором. Приспособление применяется для аргонодуговой варки. Сварка алюминия дома характеризуется рядом полезных показателей:
Дефекты сваривания деталей в домашней среде. Среди изъянов работы выделяют:
Подготовка металлических поверхностей к сваркеПодготовка алюминия к сварке предполагает ряд операций:
 Ручная дуговая электросварка электродами со специальным покрытием (технология MMA)Электродуговую сварку алюминия используют для создания обычных (неответственных) конструкций с толщиной металла не менее 4 мм. У этого метода сваривания имеется ряд минусов: низкокачественный шов, обильное разбрызгивание металла в период работы, низкая отделяемость шлака, в результате чего возможно возникновение процесса ржавления. Электродами со специальными покрытиями сваривают как чистый цветной металл, так и его смеси, например, дюралюминий. В настоящее время выпускаются электроды марок УАНА и ОЗАНА, взамен устаревших моделей ОЗА. Соединение легковесных металлических поверхностей осуществляется постоянным током с обратной полярностью. На 1 мм электрода принимается ток в 25 ампер. 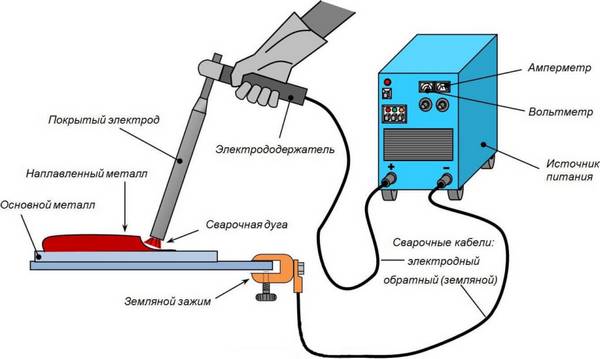 Чтобы создать высококачественный металлический шов, его прогревают до 350-400 градусов по Цельсию. Так, сварка дюралюминия производится с предварительным разогревом детали до 300 градусов Цельсия. Этот прогрев и последующую операцию охлаждения делают для того, чтобы избавиться от возможности появления кристаллизационных трещин, а также уменьшить деформации материала. Для сваривания объемных изделий целесообразно применять локальный нагрев рабочей области. По окончании работы, следует избавиться от ненужных остатков со шва. Для этого металлическую поверхность следует обмыть горячими водными массами и обработать щеткой по металлу.
Сваривание неплавящимся электродом в среде аргона (AC TIG способ)Сварка электродом – самая популярная процедура, так как она используется для создания конструкционных форм. К расходным элементам предъявляются особые требования в прочностных составляющих. Электроды для сварки алюминия здесь специальные – используются вольфрамовые стержни 1,6 – 5 мм, выдерживающие температуру в 3 тысячи градусов по Цельсию, а присадочная проволока с поперечником 1,6 – 4 мм. Эти вольфрамовые стержни почти не расходуются, так как только принимают участие в генерации электродуги. Присадочным элементом выступает алюминиевый пруток. Защитными газами являются гелий либо аргон с высоким уровнем чистоты. Питание дуги происходит от источника с переменным током, способного качественно удалить оксидную оболочку. Главные параметры, а именно поперечник электрода и прутка, численная величина сварочного тока – все зависит от применяемого оборудования. Параметры сварочной области должны находиться на минимальном уровне. Скорость процесса сваривания электродом по алюминию зависит от расхода неактивного газа. Если газ используется в чрезмерных количествах, то это приводит к нежелательным последствиям, а именно попадания в рабочую область воздуха. 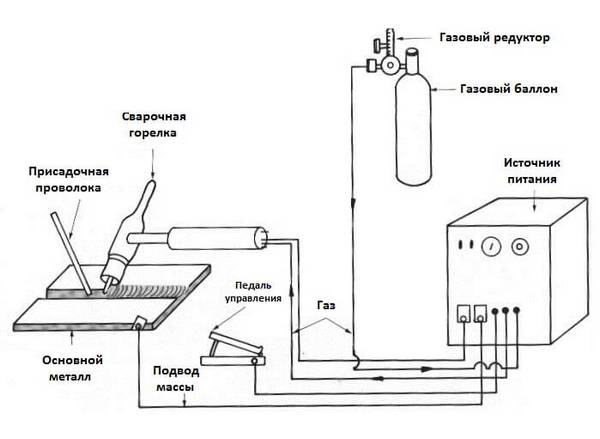 Стоит отметить, что подача газа (аргона) осуществляется за 4 секунды до зажигания дуги, а отключается через 7 секунд после ее разрушения.
Полуавтоматическое сваривание алюминия (DC MIG технология)Наиболее эффективным способом сваривать легковесный металл считается импульсное оборудование, так как оно более производительное. Возникающий всплеск высокого напряжения быстро разрушает оксидную оболочку, затем он моментально стремится к базовому значению. Каждая частица расплава металлического стержня (электрода) вгоняется в сварочную зону. Благодаря этой «забивке» создается высококачественный шов. Так получается точечная сварка алюминия. Подобное оборудование не из дешевых. Некоторые умельцы научились модифицировать стандартные полуавтоматы для варки алюминиевых поверхностей, и теперь спокойно работают с алюминием при незначительных доработках. 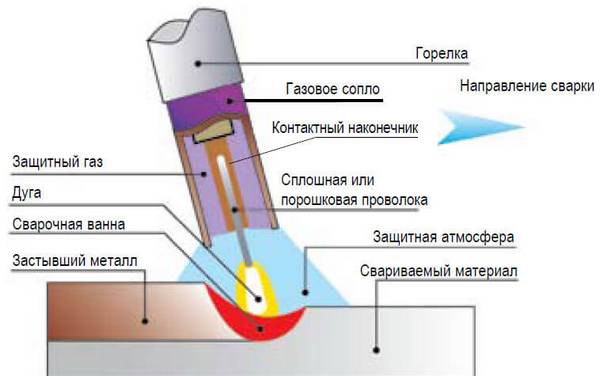 По принципу действия технология сварки полуавтоматическим устройством не отличается от стандартного режима варки стали. Но существуют некоторые аспекты технического характера:
Специальные материалы, инструменты и практические рекомендацииПроцесс соединения деталей требует определенных навыков и зависит от выбранного метода сварки. Среди средств, необходимых для оптимальной работы варки алюминия дома, выделяют:
При сварке алюминия следует руководствоваться некоторыми условиями:
Техника безопасностиПроводить сварку алюминия дома достаточно небезопасно. В домашних условиях опасность возникновения травмоопасных ситуаций находится на высоком уровне. Необходимо придерживаться инструкций по газобезопасности и электробезопасности. Сварка алюминиевых деталей предполагает защиту самого работника. Необходимо применение полной экипировки сварщика (роба, маска) и некоторых других вспомогательных средств персональной защиты. Перед тем как начать работы соединения алюминия своими руками следует ознакомиться с видео, в котором рассказываются базовые правила работы с держателем и оборудованием. Провести сварку алюминия дело непростое. Этот процесс требует определенной сноровки. Если соблюдать все правила и рекомендации варки привередливого металла, то можно добиться желаемого результата.
|
Загрузка. Пожалуйста, подождите...








