Как переделать сварочный инвертор в полуавтомат почти бесплатно
Инверторы широко применяются домашними и гаражными мастерами. Однако сварка таким аппаратом требует от оператора определенных навыков. Необходимо умение «держать дугу». Содержание
Все эти проблемы отходят на задний план, если вы работаете полуавтоматическим сварочным аппаратом. Особенности конструкции и принцип работы полуавтоматаОтличительная черта этого сварочника — вместо сменных электродов применяется непрерывно подаваемая в зону сварки проволока. Она обеспечивает постоянный контакт и обладает меньшим сопротивлением, в сравнении с дуговой сваркой. Благодаря этому в точке контакта с заготовкой моментально образуется зона расплавленного металла. Жидкая масса склеивает поверхности, образуя качественный и прочный шов. С помощью полуавтомата легко варятся любые металлы, включая цветные и нержавейку. Освоить технику сварки можно самостоятельно, нет необходимости записываться на курсы. Аппарат очень прост в эксплуатации, даже для начинающего сварщика. С обычной омедненной проволокой работают в среде защитного инертного газа (как правило — углекислого). Для этого баллон с редуктором подключают к специальному входному штуцеру на корпусе полуавтомата. Кроме того, полуавтоматом можно варить в самозащитной среде, которая создается с помощью специального напыления на сварочной проволоке. В этом случае инертный газ не используется. Именно простота работы и универсальность полуавтомата делает агрегат таким популярным среди сварщиков-любителей. Во многих комплектах реализована функция два в одном — сварочный инвертор и полуавтомат в общем корпусе. От инвертора сделан дополнительный отвод — клемма подключения держателя сменных электродов. Поэтому домашние мастера стремятся по возможности переделать сварочный инвертор в полуавтомат. Как это сделать — мы расскажем в следующем материале. Сварочный полуавтомат из инвертора своими рукамиОснова будущего агрегата — фабричный сварочный инвертор с выходными параметрами тока не менее 150А. Некоторые «кулибины» рекомендуют внести изменения в модуль управления инвертором, поскольку штатно вольтамперная характеристика падающая, а для полуавтомата необходим иной график ВАХ. Для этого надо хорошо понимать схему работы устройства. При некорректном вмешательстве инвертор просто перестанет работать. Поэтому вопрос модернизации схемы – это отдельный разговор. Вначале рассмотрим механическую часть. Для переделки (точнее — доработки) сварочного инвертора в полуавтомат, нам понадобятся следующие элементы:
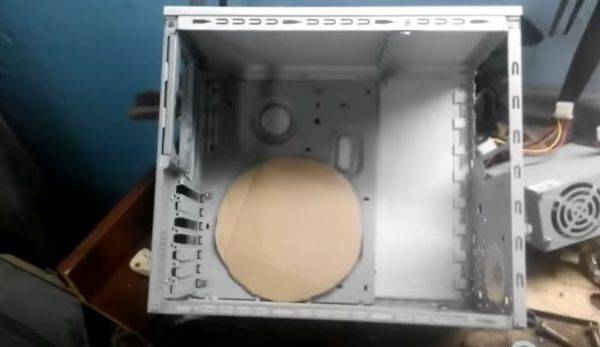
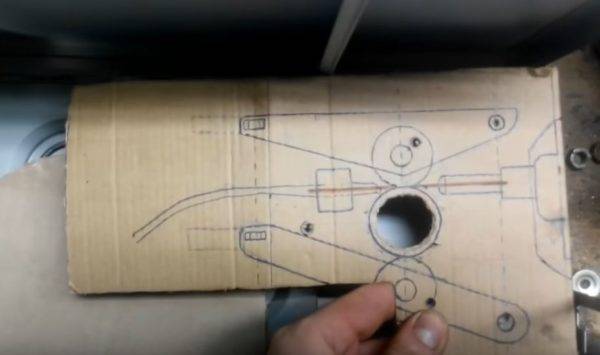
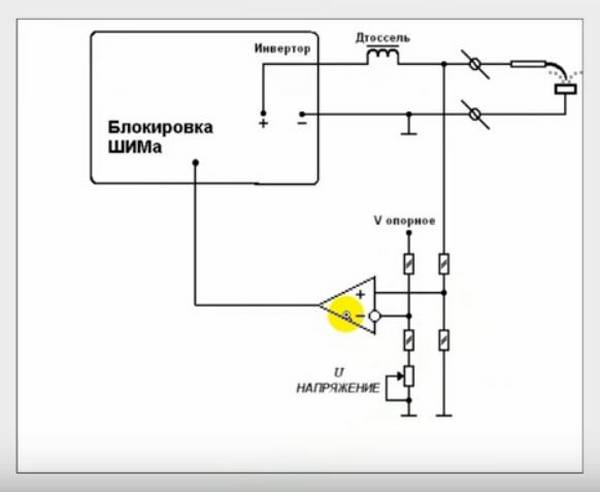
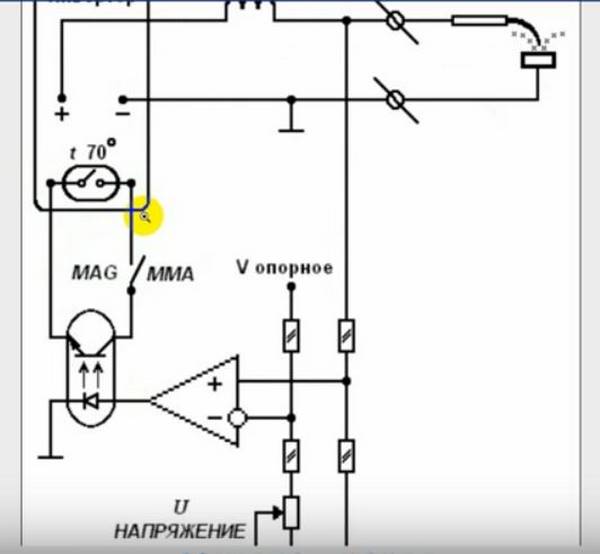
Оптимальным решением будет размещение механического блока в отдельном корпусе. Хорошо подойдет полноразмерный короб от системного блока компьютера. Причем блок питания задействуется для механизма подачи проволоки. Примеряем размер бобины с проволокой. Должно остаться достаточно места для штатного БП и разъема для шланга. Под него и проектируем раму механизма. Макет рисуется на картоне, для примерки в реальном масштабе. Важно! При любых перекосах, будет подклинивать проволока. Это сильно отвлекает во время сварки, и можно «запороть» шов.  Можно использовать текстолит, прочную пластмассу или просто лист фанеры толщиной не менее 6 мм. Закрепляем конструкцию на корпусе, проверяем отсутствие взаимного касания металлических частей. Получается что-то вроде экструдера для проволоки, только со свободным ходом. На входной штуцер надевается фторопластовый кембрик, армированный пружиной. Штанги прижимных роликов также необходимо подпружинить на растяжение. Сила натяжения регулируется болтом. Обеспечивается достаточная прочность и (что особенно важно!) электрическая изоляция от металлического корпуса.  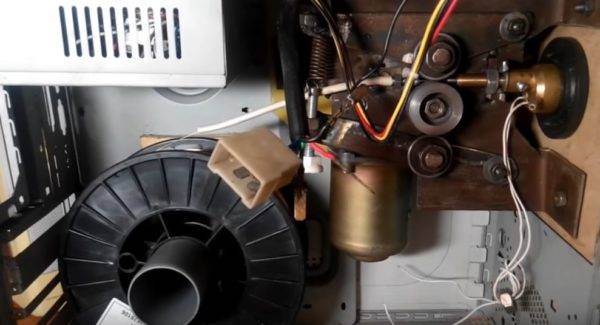  Схема управления механикой полуавтомата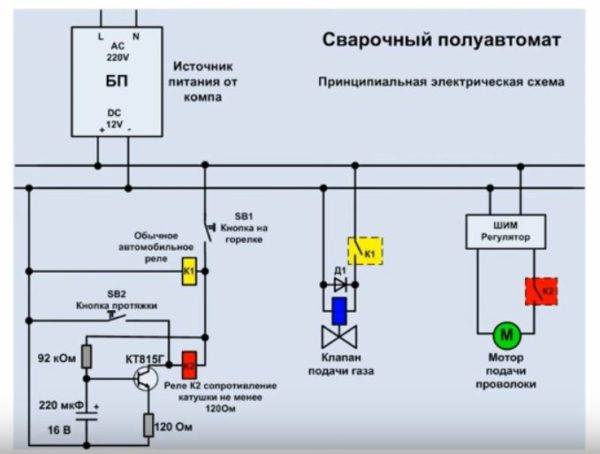 Скорость мотора контролируется ШИМ регулятором. При сварочных работах важно точно установить интенсивность подачи проволоки в зону сварки. Иначе вы не сможете обеспечить равномерный расплав металла шва. Переменный резистор контроллера устанавливается на переднюю панель инвертора. Следующая важная часть схемы – реле управления клапана подачи инертного газа и запуска мотора. Контактные группы должны срабатывать от нажатия кнопки на горелке. Причем газ должен подаваться на две-три секунды раньше, чем в зону сварки пойдет проволока. Иначе зажигание дуги будет происходить в атмосферной среде, и проволока просто сгорит, вместо расплава. Для этого собирается простенькое реле задержки на 815 транзисторе и конденсаторе. Для паузы в пару секунд достаточно 200-250 мкФ. Реле подойдет обычное автомобильное. Питание у нас 12 вольт (компьютерный БП), поэтому подбирать компоненты удобно. Собственно клапан устанавливается на свободное место в корпусе. Подойдет любое запорное устройство от автомобиля. В нашем случае – воздушный клапан от ГАЗ 24. Финальная сборкаКомпонуем все органы управления на передней панели, собираем корпус. Задача – сделать выходные параметры стабильными по напряжению, а не по току. Для этого разработано много схем. Посмотрите на структурное решение – подбор элементов происходит для различных схем инверторов индивидуально. Как переделать сварочный полуавтомат из инвертора своими руками — видео инструкция
|
Загрузка. Пожалуйста, подождите...