
Как самостоятельно сделать угловую струбцину для сварки
Содержание
Струбцины причисляются к вспомогательному инструменту при проведении сварочных и иных видах работ. Они обеспечивают плотное сжимание заготовок друг с другом, фиксацию деталей на основании при обрабатывании. Разные типы подобных приспособлений возможно увидеть в любой мастерской. Для того чтобы фиксировать угол между конструктивными частями, мастера применяют угловую струбцину. Для экономии собственных денежных средств они делают данное приспособление собственноручно. Струбцина угловая изготавливается из дюралюминия, ввиду этого располагает большой прочностью. Приспособление удобно тем, что на нем есть особые установочные отверстия, посредством которых его возможно фиксировать на верстаке. Обычно самодельная струбцина применяется при сборке мебельных предметов. Кроме того, ее возможно использовать для проведения плотницких, токарных, слесарных и сварочных работ как на производстве, так и в бытовых условиях. Конструктивные особенностиУгловая струбцина для сварки предоставляет возможность сваривать детали из металла под различными углами. Заводские инструменты выпускаются в различных модификациях. Их возможно применять для того, чтобы соединять трубные изделия под углом от 30 до 90 градусов. Конструктивные особенности струбцин для сварочных работ таковы:
Конструкция инструмента включает в себя рамное основание, передвижной агрегат. Зачастую данный агрегат оснащается прижимным винтом. Он предоставляет возможность изменять степень сжатия деталей. Ввиду неплохой подвижности струбцина обеспечивает фиксацию металлических деталей разного сечения, размера. Для увеличения удобства сваривания и производительности возможно применять несколько струбцин различной конфигурации. Большая часть изготавливаемых приспособлений предназначается для соединения деталей из металла, радиус которых не больше 19,5 сантиметра. На сварочных струбцинах углового типа имеются особые рукояти в форме буквы «Т». Они позволяют сообщать усилие, которое формируется при обработке, на обрабатываемые детали. Чугунные скобы способны выполнять свою задачу даже в высокотемпературных условиях. 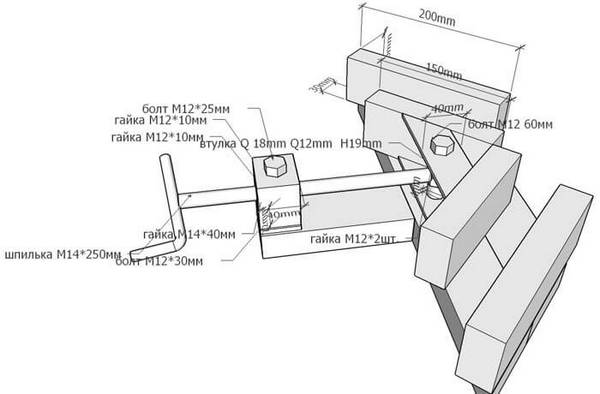 При выборе приспособления необходимо принимать во внимание вид работ, которые вы намереваетесь проводить.  Быстрозажимные инструменты возможно устанавливать в гаражных помещениях и мастерских на специальных столах, которые имеют ровную столешницу. Предлагаем посмотреть видео с подборкой самодельных угловых тисков, которые сделаны своими руками.
Как самостоятельно сделать струбцинуБольшая часть подобных приспособлений обладает углом фиксации в 90 градусов. Однако сегодня производятся изделия, в которых возможно изменять угол крепления. Стоят они несколько дороже, ввиду этого рекомендуется делать угловую струбцину своими руками, используя чертежи или без них. Такой инструмент конструктивно прост, практически каждый домашний умелец сможет изготовить его без особого труда. Самый подходящий материал для создания струбцины – железо.  Изготовление приспособления осуществляется по такому алгоритму:  Также угловую струбцину можно сделать по такой схеме: При использовании обыкновенной струбцины могут возникнуть сложности с выполнением определенных работ. Обусловлено это ограниченным расположением приспособления. Оно может располагаться только под углом 90 градусов. Для устранения данного ограничения нужно разместить в инструменте разъемное болтовое соединение. Возможно использовать прижимной регулируемый винт. Посредством его можно будет выбирать нужный угол, осуществлять закрепление.  Стоит не забывать, что для создания правильного сварного соединения требуется высококачественный инструмент, предоставляющий возможность облегчать сваривание, предотвращать возникновение не состыковок, подгонов. Чтобы процесс изготовления стал более понятен, рекомендуем изучить видео урок по созданию этого приспособления.
|
Загрузка. Пожалуйста, подождите...








