
Особенности токарно-винторезного станка ТВ 7
Содержание
Концепция разработки винторезного станка ТВ-7 принадлежит Ростовскому предприятию станкостроения. Модель агрегата и его модернизированной версии ТВ-7М считается специализированной обучающей оснасткой, цель которой провести подготовку будущих кадров и испытать работающих умельцев по линии токарно–металлорежущего снабжения. Особенности конструкцииАгрегат предназначен для возделывания деталей из разносортной стали, “радужных” металлов вращательным методом. Также на нем можно осуществлять процесс резания, без предварительного прогрева металлических изделий. Главные отличия прототипа кроются в конструкционной особенности переднего механизма и блока коробки переключения передач. Преобразование порядка работы осуществляется посредством переброса ремней по роликам основного и вспомогательного вала. Все это происходит при запуске пониженной передачи. Как итог, к функциональным характеристикам аппарата добавились три вспомогательные подачи и потенциал нарезки трех видов метрической резьбы. Чтобы правильно понять конструктивные свойства оборудования, необходимо внимательно ознакомиться с его узлами:
Основные функцииНа токарном оборудовании осуществляется:
Технические особенности устройстваРабочие габариты токарного агрегата подобны параметрам схожих моделей из серийного ряда. Основное отличие кроется в небольшом изменении величин для требуемых операций обрабатывания болванок. Вес оборудования составляет 400 кг. Значительная масса частично сглаживает вибрационные потоки во время эксплуатирования устройства. Параметры корпуса в сборном виде составляют 105*53,5*120 см. Для правильной работы оборудования необходимо изучить технические свойства, подобрать размеры болванок и создать схему ее обрабатывания. Тут поможет технический паспорт оборудования. Но стоит учитывать и факт того, что если станок по металлу работал длительное время, то его первоначальная наладка, заданная изготовителем, могла модифицироваться.  Промышленные габариты механизмов, входящих в токарную установку ТВ -7:
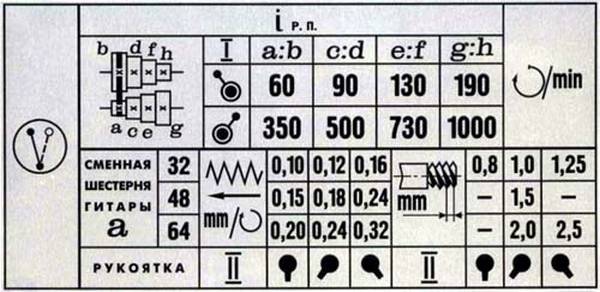 Стоит отметить, что на токарном аппарате ТВ-7 формируется только метрическая нарезка. Допустимые значения максимального шага находятся в интервале 0,8 – 2,5 мм. При эксплуатации агрегата следует учитывать, что в конструкции станка не предусмотрена система вынужденного затормаживания шпинделя и фиксация рукоятей. Конструкция ТВ 7МРассмотрев параметры образца ТВ-7, стоит упомянуть о технических аспектах модифицированной версии установки в лице токарного станка ТВ-7М. Эта разновидность агрегата производилась также Ростовским предприятием станкостроения. Выпуск марки ТВ-7М пришелся на 56 год двадцатого столетия и продолжается в наши дни. Это означает, что токарный агрегат востребован. Главным предназначением токарно-винторезного станка ТВ-7М считается подготовка профессиональных специалистов. Максимальная масса возделываемой болванки составляет 5 кг. Технические характеристикиМежду марками ТВ-7 и ТВ-7М существуют определенные различия в техническом регламенте. Так определяется основная разница между моделями. Рассмотрим промышленное описание устройства ТВ-7 М, заданное изготовителем:
Сопоставив металлорежущие устройства ТВ-7 и ТВ-7М, выбор делать, придется лишь потребителю, опираясь на персональные требования и приемлемые габариты оборудования. 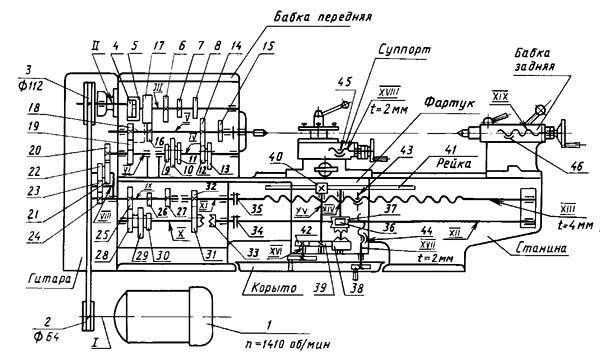 Устройство несущего основания и лицевого узла устройства ТВ-7Основой оборудования в этой модели станка считается несущая основа, на которую устанавливаются все дополнительные конструктивные механизмы, кроме электрического двигателя. Монтаж станины производится на две мощные тумбы по литейной технологии. В верхней части основы имеется 4 опорные поверхности (направляющие), которые обеспечивают точное перемещение по заданной траектории. Две направляющие обладают призматической формой, а две другие имеют плоскую фигуру. По двум направляющим (лицевая плоская и оборотная призматическая) перемещается задний узел, а по двум другим (оборотная плоская и лицевая призматическая) – узел крепления инструмента. Передняя секция аппарата, в котором располагается шпиндельный механизм, сообщает вращательные действия заготовке и размещается слева относительно несущей основы. Возделываемая деталь получает вращательные действия от шпиндельного узла и крепится в нем при поддержке патронажа трехкулачкового типа. Также фиксация заготовки может осуществляться с помощью приспособления в виде фланца с поводком, которые связываются с системой через резьбу шпинделя. Если возникают ситуации, когда нужно реализовать обрабатывание изделия в базисной точке, то шпиндельный механизм помещают конусный центр. 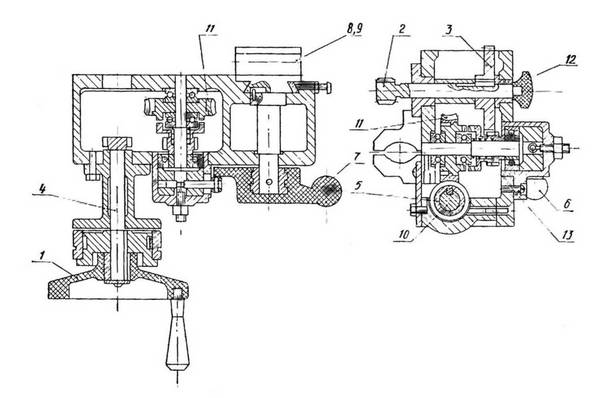 Фартук токарно-винторезного станка ТВ-7 Чтобы вращение были непринужденным и правильным, шпиндельный механизм помещают на две специальные опоры лицевой бабки. Эти опорные точки оснащаются подшипниками, обеспечивающие точечный контакт между канавкой и шариками в момент трения. Это условие позволяет достигать повышенной частоты вращения. Узел, предназначенный для крепления и перемещения инструментария должен свершать реверсивные подачи. В передней бабке за это отвечает специальное приспособление. Контроль над реверсивными перемещениями осуществляется особой рукоятью. Чтобы работа токарного станка ТВ-7 была безопасной и производительной, требуется постоянная замена выработанной смазки на свежую порцию. Выполнить процесс замены не составит труда. В конструкции станка предусмотрена специальная пробка, располагающаяся на оборотной стороне передней бабки. Проверить уровень смазочной жидкости в системе, помогает масляный датчик на внешней части передней узла устройства. 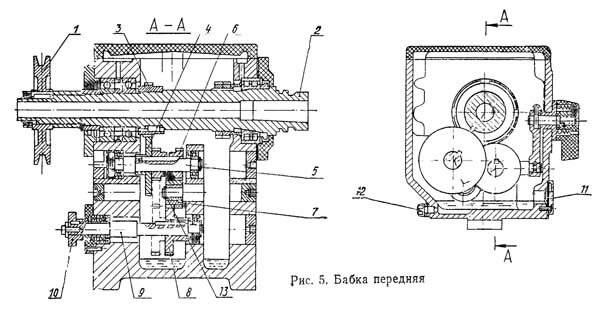 Особенности суппорта, оборотного узла и блока скоростейТехническое руководство по работе со станком предусматривает постоянную ликвидацию зазора между салазками, клиньями и направляющими несущей станины. Этот изъян уменьшает точность выполняемых работ, вследствие появляющихся вибрационных потоков. Стабилизация зазора выполняется винтами, которые помещены в гранях салазок суппорта. Резцедержатель устанавливается через опорный штекер на салазки суппорта, его отжимание осуществляется рукоятью, сопряженной с болтом. Крепеж резцедержателя также производится с поддержкой болтов, которые обеспечивают правильное положение при эксплуатации. Главное назначение заднего узла агрегата – поддержка возделываемой заготовки со второй гранью. Задняя бабка состоит из корпуса, в котором осуществляется перемещение пиноли. Перемещение гильзы (пиноль) осуществляется винтом, сопряженного с маховиком. При его вращательном движении пиноль остается недвижимой, так как в ней предусмотрено наличие шпоночной канавы и предохранительного винта-шпонки. 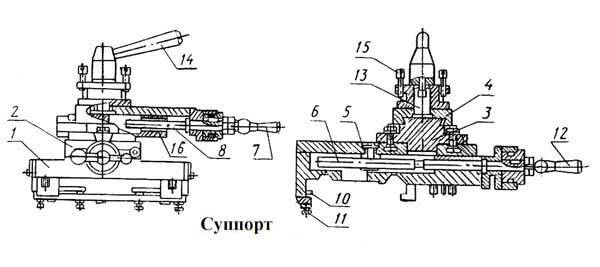 Передаточный механизм или гитара требуется, чтобы блока скоростей и лицевой узел агрегата принимали колебания от шпиндельного механизма. Технические характеристики гитары ТВ-7 перенесли некую модификацию, по сравнению с ранее выпускаемыми марками станков, в результате чего получилось упростить смазывание механизмов станка и снизить шум во время его эксплуатирования. Блок перехода скоростей регулируется рукоятью, имеющей три позиции. Она обеспечивает подачу суппорта агрегата в значении 0,1 -0,32 мм/об либо нарезку метрической резьбы с ходом 0,8-2,5 мм. При долгой эксплуатации токарного устройства ТВ-7 в этой секции может возникнуть осевой зазор. Устранить его просто, достаточно отрегулировать положение двух круглых гаек, вмещающихся в конструкции блока подач. Обслуживание станкаЧтобы агрегат служил верой и правдой длительное время, следует соблюдать определенные рекомендации:
 Потребители, использующие станок токарно-винторезный ТВ-7 длительное время, отмечают, что серьезных повреждений при точении за этот период не случалось. Все, что необходимо от токаря – это соблюдение базовых норм содержания в чистоте и регулярная смазка аппарата, что особенно актуально для направляющих.
|
Загрузка. Пожалуйста, подождите...








