
Какие существуют виды сварных соединений и их особенности
Содержание
Приняв решение обучиться сварке, новичок приходит в образовательную организацию или же самостоятельно ищет подходящую информацию. Необходимо изучить все, что связано со сварочными работами, включая виды сварных швов. Если обучаться в специализированной организации, то стандартный курс обучения длится 2-3 года. По его прохождении новоиспеченный специалист получает квалификацию либо разряд. В настоящее время признаком высокой квалификации считается личное клеймо, которое рабочий проставляет на свариваемых деталях. Не стоит путать сварочные швы и сварочные соединения, хоть они различаются не слишком сильно. Первые представляют собой область, в которой материал расплавляется и кристаллизуется. Их характеристики зависят от навыков рабочего, материала, используемого оснащения. Соединение же заключает в себе и шовную линию, и близлежащие области. КлассификацияСегодня существует множество видов сварочных соединений и швов. Они различаются по определенным признакам. Одним из них является внешний вид. В соответствии с классификацией сварных соединений шовная часть может быть:
По типу исполнения выделяют шовные линии с одной и двумя сторонами. У сварочного шва может быть один либо много проходов. По числу слоев соединения и швы делятся на многослойные и однослойные. Соответственно с классификацией сварных соединений по протяженности, они подразделяются на:
По направлению усилия воздействия выделяют такие виды швов:
В пространстве они могут располагаться:
Кроме того, классификация сварных швов по положению в пространстве выделяет нижние, потолочные, полупотолочные типы. 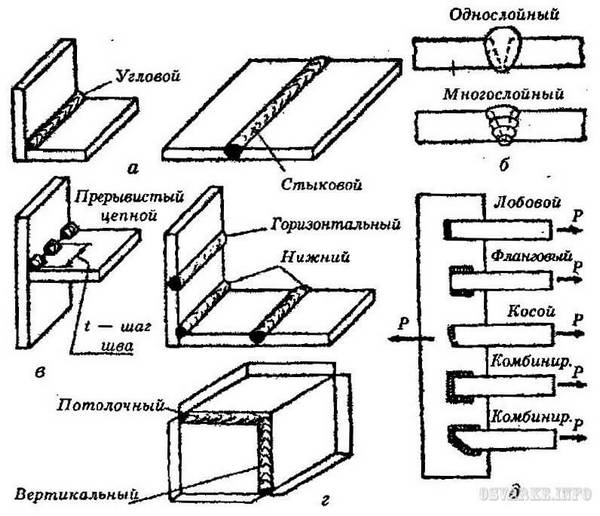 По предназначению выделяют такие виды сварных швов:
Классификация сварных швов по ширине такова:
Как накладываютсяНаибольшей популярностью пользуются стыковые соедиения. Преимущества подобного вида швов в том, что они очень прочные, деформируются исключительно при больших нагрузках. Учитывая то, что материал и электроды отлично подготавливаются к работе, в качестве стыка не приходится сомневаться. Угловые типы могут быть расположены под любым углом. Стоит принимать во внимание толщину материала. Она не должна превышать трех миллиметров. При создании шва внахлест тратится много металла, однако его не нужно тщательно обрабатывать. Обыкновенно применяется двойная линия (для обеспечения герметичности). Тавровые типы заключают в себе двойные шовные линии, напоминают букву «Т». Такой вид сварочных соединений создают при обработке несущих конструкций. 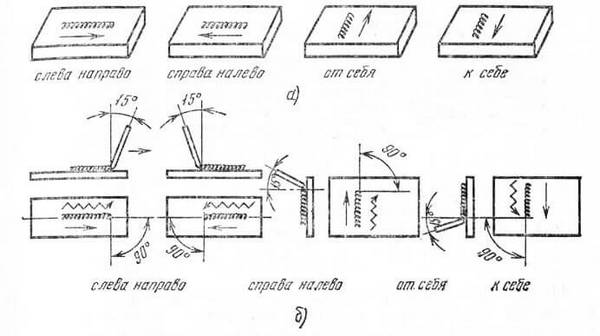 Перед тем как приступать к свариванию, необходимо установить, какие виды сварочных швов и соединений будут оптимальны в данном случае. Все они различаются по своей конфигурации (прямые/кривые/круговые). При прямолинейном сваривании соединяются элементы, которые соответствуют величине детали по одной линии. Это актуально для профилей, направляющих.
Расположение в пространствеСоответственно с классификацией сварных швов по пространственному расположению, они подразделяются на:
Сложность создания вертикальных элементов заключается в том, что расплавившийся материал сползает книзу под действием силы притяжения. Нужно использовать короткую дугу, удерживать электродный торец прямо около материала. Сваривание вертикальных элементов предполагает зачистку и разделку, при осуществлении которых требуется учитывать типы сварных линий, толщину материала. После приготовлений заготовки закрепляются в нужной позиции, соединяются поперечными «прихватами», препятствующими сдвижению деталей. Сваривание вертикального элемента возможно осуществлять как от верха книзу, так и от низа кверху. Первый способ удобнее в исполнении. Электрод нужно держать под углом 90 градусов относительно свариваемых заготовок. Допускается опускать его на кромки сварочного кратера. Движение электрода подбирается с учетом толщины соединения. Прочнейший стык получается, если поперечно смещать электрод либо петлеобразно колебать его. 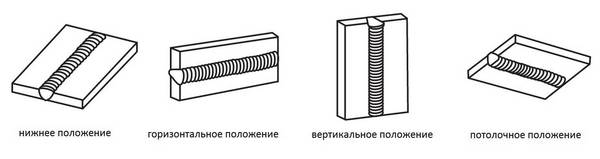 Если плоскость расположена вертикально, нанесение горизонтальных шовных линий осуществляется с левой стороны в правую или наоборот. Сваривание осложнено тем, что ванна стекает в нижнюю часть. Из-за этого нужно следить за тем, чтобы электродный элемент был наклонен под углом 80 – 90 градусов. Для предотвращения наплыва материала требуется передвигать электрод так, чтобы он не колебался поперечно. Скорость перемещения электрода выбирается таким образом, чтобы середина дуги была расположена наверху. Особенное внимание нужно обратить на верхнюю кромку, так как она подвержена появлению разных дефектов. Прежде чем начинать сваривать последний валик, необходимо почистить деталь от шлаковых и нагарных отложений. Самыми сложными в выполнении из всех типов сварочных соединений считаются потолочные. Линия должна быть как можно уже, потому как ванна удерживается только благодаря поверхностному натяжению материала. Обычная ширина сварочного валика не должна превышать двойную ширину применяемых электродных элементов. При обработке используются электроды радиусом до 2 миллиметров. 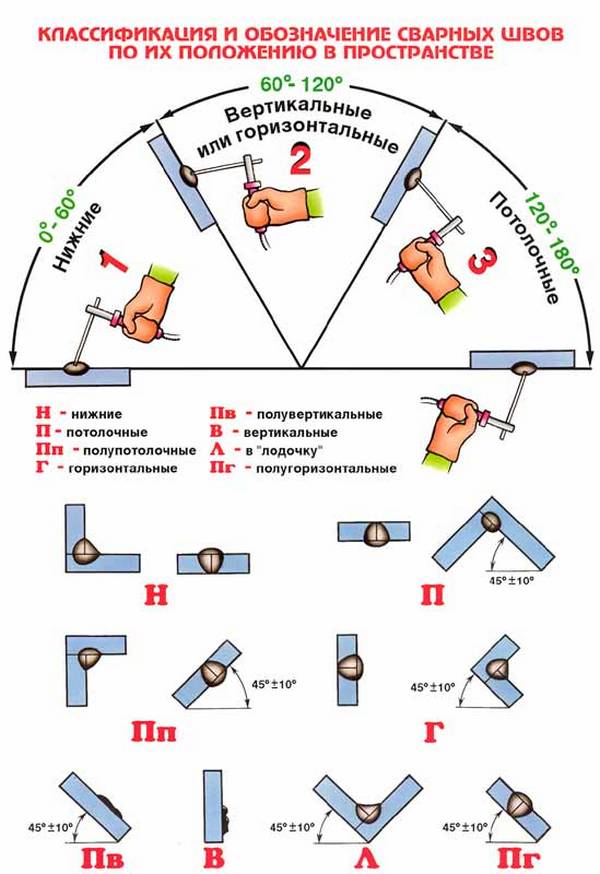 При сваривании электрод нужно держать под углом 90 – 130 градусов касательно свариваемых поверхностей. Валик образуется благодаря колебаниям электрода. Стоит упомянуть, что малоопытным рабочим лучше не пытаться создавать потолочные линии. Возможные дефектыРабочий, осуществляющий сварочный процесс, должен располагать специальными познаниями, позволяющими предотвратить возникновение различных видов дефектов сварных швов. 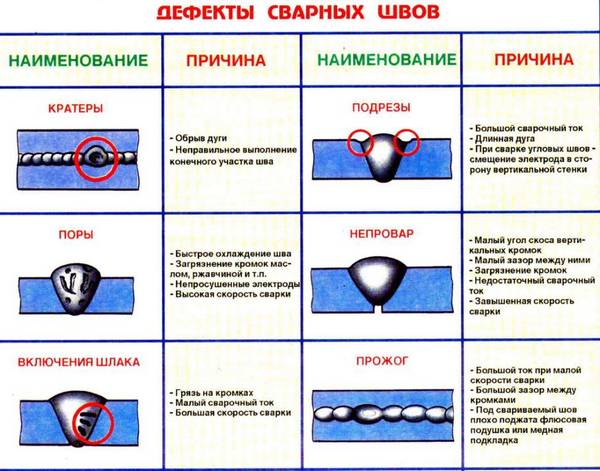 Подробно про дефектовку можно узнать из нижеприведенного видео:
Типы контроляИзвестно, что контроль сварного шва является важнейшей процедурой. Существуют различные виды контроля, позволяющие выявить дефекты, допущенные при сваривании:
Это самые распространенные на сегодня виды контроля. Шовная линия является высококачественной, если:
Если все требования соблюдены и шовная линия выглядит нормально, значит, контроль сварного шва пройден успешно.
Используемые ГОСТыКвалифицированный сварщик должен знать не только классификацию сварных швов, но и соответствующие ГОСТы (государственные стандарты, принятые еще в Советском Союзе): 5264-80 (ручное дуговое сваривание). Соответственно с ГОСТ, сварочные линии указываются на сборочных чертежах либо на общих видах. Обозначаются они непрерывными чертами (если видимы) либо штриховыми линиями (если невидимы). От этих отрезков проводятся выноски со стрелками, направленными в одну сторону. Условный знак проставляется на полке выноски. Помните, что контроль сварных швов является обязательной процедурой, про которую нельзя забывать. Если игнорировать его, можно произвести много бракованных деталей. Чтобы избежать ошибок при сваривании, нужно разбираться в разнообразных типах линий, образующихся при сварке. Для этого будет нелишним ознакомиться с таблицей сварных швов, посмотреть соответствующие видео и фото, имеющиеся в интернете в большом количестве.
|
Загрузка. Пожалуйста, подождите...








