
Что такое сварка аргоном: процесс, режимы, оборудование, преимущества
Содержание
Зачастую возникает потребность в ремонте либо соединении материалов, не поддающихся обычным способам заваривания. К таким металлам относятся: титан, бронза, медь, стали легированного типа, а также алюминий. Именно для них предназначена сварка аргоном, которая поможет создать неразъемное и весьма прочное соединение. Ее используют при бытовых ремонтах, а также на производстве. Заказ профессиональных аргоновых сварщиков стоит недешево, поэтому при частых работах имеет смысл приобрести необходимое оборудование и научиться самостоятельно выполнять данный тип заваривания. Обучение процессу аргонодуговой сварки и основные технологические принципы покажут соответствующие видео. С ее помощью производится ремонт разнообразных бытовых предметов, заварка стали, труб, автомобильных элементов, а также прочих деталей. Технология сваривания цветного металла, легированной стали аргоном требует определенной теоретической подготовки, а также сноровки в работе. Сварщикам с хорошим опытом обычного дугового заваривания изделий не составит особого труда освоить новый вид процесса. Чтобы понять, что такое аргоновая сварка необходимо ознакомиться с ее особенностями и технологией процесса. Принципы и технологические особенностиДанный вид заваривания металлов является гибридным процессом. Сварка аргоном использует принципы газовой техники и электродуговой. Принцип работы состоит в применении электрической дуги в комплексе с газовой средой. Дуга служит для нагрева, расплавления, а также сваривания кромок соединяемого металла. Аргон выступает в качестве защитного компонента для предохранения обрабатываемых участков от окислительного кислородного воздействия. Это необходимо для получения прочного и ровного шва. Помимо этого, он не дает примесям оказывать вредное влияние на металлическое соединение. Перед началом проведения обучения процессу необходимо ознакомиться со спецоборудованием и технологией. Горелка для сварки аргоном содержит внутри вольфрамовый электрод неплавящегося типа. Его стержень закреплен внутри корпуса и выступает за наконечник на длину до 5 мм. Диаметр выбирается в зависимости от характеристик соединяемых материалов по особым таблицам. На наконечнике горелки имеется сопло из керамики, служащее для подачи аргона в процессе сварочных работ. Дополнительным элементом для аргонной сварки служит присадочная проволока. Ее материал должен совпадать с обрабатываемым металлом, а размер выбирается по специальным таблицам. Перед тем как сваривать детали из нержавейки или же цветные металлы, подготавливается рабочее место и соединяемые элементы. Сварка аргоном требует хорошей очистки кромок свариваемых изделий. Удаляются жировые пятна, грязь, а также окислы. Для этого используются химические или же механические способы. На обрабатываемое изделие подключают сварочную «массу». Для небольших предметов можно использовать металлический стол. Присадочная проволока подается отдельно и не подключается к электрической цепи. Необходимая сила тока выбирается по параметрам соединяемых материалов. Одной рукой удерживается присадочная проволока, а другой – газовая горелка. За 20 секунд до начала работы сварочной операции включается подача аргона. После этого электродная горелка подносится на минимальное расстояние к свариваемым кромкам (порядка 2 мм). Между металлической поверхностью и краем электрода возникает электрическая дуга. Под ее термическим воздействием края деталей начинают плавиться вместе с подаваемой присадочной проволокой. Проводя горелкой медленно по шву создается надежное и ровное сварное соединение. Учтите, что нельзя поджигать дугу путем касания электродом металлической поверхности. От этого его конец будет загрязняться, что значительно осложнит процесс. Для дугового зажигания для сваривания аргоном применяется специальный осциллятор. Он работает параллельно источнику электропитания и создает высокочастотные импульсы, подаваемые на электрод. Под его воздействием происходит ионизация электродугового промежутка. Этот аппарат для сварки аргонно-дугового типа выдает высокое напряжение до 6 кВ частотой до 500 кГц, что делает процедуру зажигания электродного стержня весьма легкой.
Что требуется для работыЧтобы определить, что нужно для сваривания аргоном, следует воспользоваться модернизированным устройством, использовавшимся под обычную сварочную технологию с некоторыми дополнительными принадлежностями. Аргонодуговое сваривание требует наличия следующих предметов:
Помимо этого, потребуются некоторые дополнительные элементы:
Перечисленные комплектующие находятся в свободной продаже, что предоставляет возможность для самостоятельной сборки системы аргонодуговой сварки. Электродуговая технология соединения с газом может использовать обычный инвертор в качестве источника электропитания. На фото представлена одна из моделей данного аппарата с рабочим комплектом.  Процедуру подбора оборудования можно значительно упростить, приобретя специализированный аппарат типа TIG в максимальной комплектации, а также газовый баллон. Существующее оборудованиеВыполнение соединения металлов в газовой среде требует наличия одного из трех видов спецоборудования: К наиболее используемым относятся электроаппараты для аргонового заваривания, аргоновым свариванием с которыми можно выполнять большинство видов работ. Они применяются на производстве на стационарно оборудованных сварочных постах. Эти инверторные приспособления являются оптимальным вариантом, обеспечивающим простоту пользования. Обучение на таком электроаппарате проходит весьма быстро, благодаря чему новичок сможет в кратчайшие сроки понять, как варить таким устройством. Кроме того, инверторы имеют невысокую стоимость по отношению к специальному оборудованию для аргонодуговой сварки. Помимо основных элементов, технология использует горелки для сварки, ГОСТ для которых предусматривает использование типа РГА-150 под неплавящиеся электроды с током до 200 А. При необходимости установки тока большего значения, применяются специальные горелки РГА-400 с водяным охлаждением, рассчитанные на токовые нагрузки до 500 А. Сопла из керамики выпускаются профилированными, а также коническими либо цилиндрическими. Для особых видов заваривания в местах с затрудненным доступом выпускаются удлиненные модели. Аргон для проведения сварки работ выпускается в специальных баллонах. Режимы сварки аргономАргонодуговая сварка использует три режима работы: В зависимости от выбранного процесса используется соответствующее оборудование. При правильно подобранном режиме сваренные детали будут иметь качественный ровный шов. Для стальных материалов применяется прямая полярность тока. Алюминиевое соединение, а также бериллиевое использует полярность обратного типа. Это весьма важно при использовании ручной аргонодуговой сварки. Определение величины сварного тока зависит от полярности, вида металла в изделиях, толщины соединяемых поверхностей, а также диаметра электродного стержня. Чтобы упростить процедуру подбора токового значения, можно воспользоваться специальными таблицами. 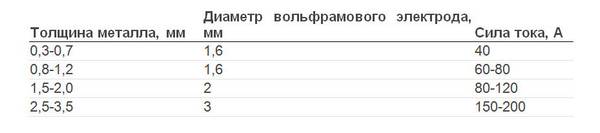 На качество соединения влияет выбор технологии сварки аргоном, длина электрической дуги, значение напряжения и равномерность газовой подачи. Чем короче дуга, тем прочнее получается шов. Для создания надежных соединений необходима соответствующая теоретическая подготовка, а также накапливаемый опыт. Особенности сварки цветных металловМедные и алюминиевые изделия покрываются оксидной пленкой при контакте с воздухом. Это препятствует проведению качественного сварного процесса. Именно по этой причине данные металлы варят аргоновым способом. АлюминийАргонодуговое сваривание алюминиевых конструкций выполняется токами обратной полярности либо переменным напряжением, активно разрушающим оксидный слой. При этом ионы аргона воздействуют на окислительную пленку, полностью ее удаляя. В данном случае газ выступает не только предохранительным веществом, но и электропроводной плазмой, которая значительно упрощает процесс. При подключении переменного тока свариваемая алюминиевая деталь должна выступать катодом. Благодаря работе аргонной сварке выполняются многие ремонты автомобилей, восстановление сложных конструкций, а также заварка алюминиевых труб.  МедьВоздействие кислорода на медные предметы образует стойкую оксидную пленку. С таким слоем сварной шов получится недостаточно крепким и неоднородным. При нагреве медная закись воздействует с водородом, что приводит к образованию пара с образованием шовных пор. Для предотвращения этих процессов применяют сварку в газе. Достоинства и недостаткиКаждая сварная процедура содержит как положительные стороны, так и некоторые недостатки. Не является исключением и аргоновое сваривание. К достоинствам технологии аргонно-дуговой сварки работ относится:
Отрицательные стороны процесса:
|
Загрузка. Пожалуйста, подождите...








